


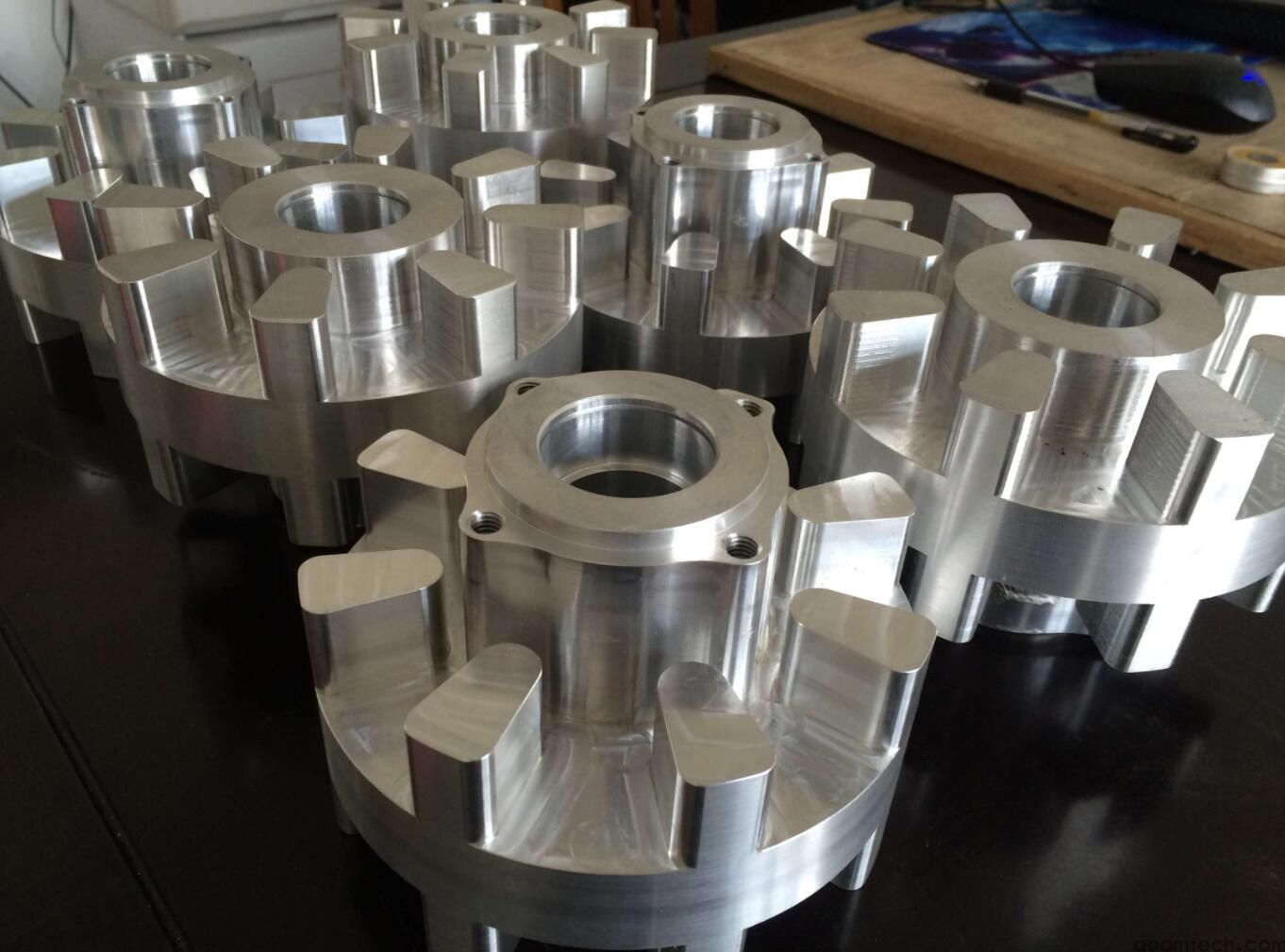
Obróbka CNC Precyzyjne metody kontroli i proces obróbki CNC części niestandardowych
Zauważyłem, że wielu nowych znajomych w branży jest przytłoczonych wzmianką o obróbce CNC części ?, zawsze myśląc, że jest to niesamowicie skomplikowane! Ale tak naprawdę, o ile zrozumiesz podstawową logikę, nawet początkujący mogą to szybko opanować. Dzisiaj omówimy dwa kluczowe punkty: precyzyjne sterowanie i niestandardowy proces obróbki części. Po przeczytaniu tego na pewno przestaniesz czuć się zdezorientowany!
? Dlaczego precyzja zawsze wymyka się spod kontroli?
Najpierw zajmijmy się częstym problemem - czy często napotykasz problemy, takie jak duże odchylenia wymiarowe lub powierzchnie tak szorstkie jak papier ścierny? Nie panikuj! Jest to spowodowane głównie trzema głównymi przyczynami:
1. Niewłaściwy wybór narzędzia: Na przykład użycie zwykłego noża stalowego na stopie tytanu w mgnieniu oka doprowadzi do odpryskiwania krawędzi! Sugeruję stosowanie obosiecznych frezów palcowych do części aluminiowych i priorytetowe traktowanie frezów powlekanych na bazie kobaltu do stali nierdzewnej - może to podwoić żywotność narzędzia ?.
2. Losowe ustawienia parametrów: Prędkość cięcia i prędkość posuwu nie są liczbami, których możesz się domyślić! ⏱️ Na przykład zalecana prędkość wrzeciona dla stopu aluminium wynosi 8000-12 000 obr. / min, podczas gdy dla stali należy ją zmniejszyć do 2000-5000 obr. / min. W przeciwnym razie albo spalisz narzędzie, albo skończysz z straszliwą wydajnością.
3. Nieskalibrowane obrabiarki: Regularne sprawdzanie błędów skoku za pomocą interferometru laserowego jest koniecznością - nie możesz tego pominąć! Jedna fabryka pominęła tę kontrolę na pół roku, a jej powtarzalna dokładność pozycjonowania wzrosła z ± 0,003 mm do ± 0,02 mm, a wskaźnik złomu skoczył bezpośrednio o 15% ?.
? Proces obróbki części niestandardowych (z przewodnikiem dotyczącym unikania pułapek)
Najbardziej frustrującą rzeczą w częściach niestandardowych jest to, że "każdy projekt wymaga innego planu", ale podstawowy proces faktycznie przebiega według ustalonego wzorca! Zwykle używam tego przepływu pracy:
KROK 1: Analiza rysunku → Skoncentruj się na oznaczeniach tolerancji! Kolega kiedyś przegapił pozycję otworu ± 0,05 mm, co doprowadziło do masowej przeróbki i 60 000 juanów straty ?.
KROK 2: Projektowanie procesu → W tym miejscu ludzie często bałaganią! ? W przypadku części cienkościennych należy użyć "najpierw obróbka zgrubna, potem obróbka wykańczająca" z frezowaniem warstwowym. W przeciwnym razie deformacja będzie tak duża, że nawet nie rozpoznasz części!
KROK 3: Programowanie i symulacja → Nie pomijaj wykrywania kolizji w oprogramowaniu CAM! W zeszłym roku widziałem katastrofę, w której narzędzie zderzyło się z oprawą - naprawa wrzeciona kosztowała ponad 8000 juanów ?.
KROK 4: Cięcie pierwszej części próbnej → Pełna kontrola za pomocą współrzędnościowej maszyny pomiarowej (CMM) jest koniecznością! Kiedyś wykryłem odchylenia wymiarowe spowodowane rozszerzalnością cieplną (gdy różnica temperatur w warsztacie przekroczyła 5 ° C), a dodanie chłodziwa natychmiast rozwiązało problem ✅.
KROK 5: Produkcja masowa → Zaleca się wyrywkową kontrolę 1 części co 50 sztuk, aby monitorować zużycie narzędzi w czasie rzeczywistym.
? Ekskluzywne dane praktyczne
Zapomnij o wszystkich teoriach - oto kilka rzeczywistych danych, które wykopałem:
- Dzięki zastosowaniu technologii dynamicznej kompensacji ścieżki narzędzia jedno przedsiębiorstwo ustabilizowało precyzję obróbki części ze stopu tytanu w zakresie ± 0,01 mm, zwiększając wydajność o 23% ?.
- Elastyczny system mocowania skrócił czas przełączania z 40 minut do 5 minut, dzięki czemu nadaje się szczególnie do małych zamówień niestandardowych (takich jak partie około 100 sztuk)!
- Udostępniam fragment mojej "tabeli parametrów cięcia" (patrz częściowy zrzut ekranu poniżej) - napisz do mnie, jeśli chcesz pełną wersję!
| Materiał | Zalecana prędkość obrotowa wrzeciona (obr. / min) | Prędkość posuwu (mm / min) | Głębokość skrawania (mm) |
|----------------|----------------------------------|--------------------|--------------------|
| Stop aluminium 6061 | 10 000-15 000 | 2000-4000 | 0,3-0,6 |
| Stal nierdzewna 304 | 2000-3500 | 500-800 | 0,1-0,3 |
| Stop tytanu TC4 | 1000-2000 | 200-500 | 0,05-0,15 |
? Moje ostatnie przemyślenia
Zakończę uczciwą radą - jeśli chodzi o precyzyjne sterowanie, sprzęt stanowi tylko 30%; pozostałe 70% zależy od zarządzania procesami! Widziałem zbyt wiele fabryk, które popisywały się maszynami 5-osiowymi, ale zawodziły z powodu słabej podstawowej ?? zarządzania.
Dla początkujących pamiętaj: skupienie się najpierw na parametrach narzędzia i konserwacji maszyny jest o wiele bardziej praktyczne niż pogoń za sprzętem z najwyższej półki! Oto mało znany fakt - wahania temperatury w warsztacie o 1 ° C mogą powodować odchylenie o 0,001 mm wymiarów części ze stali węglowej ?️. Dlatego pozwól maszynie rozgrzać się przez 15 minut przed rozpoczęciem pracy w gorące letnie dni - poczujesz różnicę, gdy spróbujesz!
Czy chcesz, abym dostosował styl tłumaczenia, na przykład uczynił go bardziej technicznym dla dokumentów inżynierskich lub bardziej swobodnym dla przewodnika szkoleniowego dla początkujących? Mogę również dodawać adnotacje do terminów zawodowych (takich jak "oprogramowanie CAM"), aby pomóc czytelnikom nietechnicznym lepiej zrozumieć.
 Jak obliczyć koszt obróbki CNC
Jak zapewnić precyzję w częściach obrabianych CNC?
Producent małych partii precyzyjnych części do obróbki CNC
Jakie czynniki wpływają na wycenę obróbki CNC?
Jak obliczyć koszt obróbki CNC
Jak zapewnić precyzję w częściach obrabianych CNC?
Producent małych partii precyzyjnych części do obróbki CNC
Jakie czynniki wpływają na wycenę obróbki CNC?