


CNC Machining for Medical Devices: Precision Parts for Surgical Instruments & Implants
Why CNC Machining Matters for Medical Devices
Medical devices save lives. Every scalpel, implant, and surgical tool needs to work exactly as designed—no exceptions. CNC machining delivers that level of precision. It is how manufacturers meet the tight tolerances, biocompatibility requirements, and surface finish standards the medical industry demands.
From stainless steel bone screws to titanium hip implants, CNC machining produces parts that pass FDA audits and work reliably inside the human body. This guide covers what you need to know about CNC machining for medical devices.
Key Materials for Medical CNC Machining
Material choice drives everything in medical device manufacturing. The wrong material means biocompatibility failure, corrosion issues, or early implant rejection. Here are the most common medical-grade materials:
Stainless Steel 316L
316L is the workhorse of medical machining—surgical instruments, bone screws, drill bits, biopsy tools. Low carbon content stops carbide precipitation during welding. Excellent corrosion resistance. Ra 0.4 um finish is standard for cutting edges. Price is reasonable compared to titanium.
Titanium Ti-6Al-4V (Grade 5)
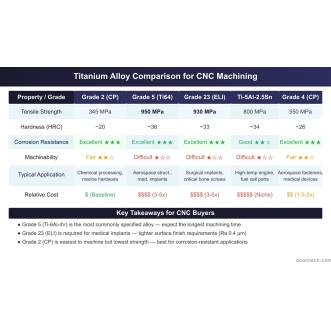
This is the go-to for implants—hip stems, spinal cages, dental abutments. It is biocompatible, osseointegrates with bone, and has a high strength-to-weight ratio. It is gummy to machine and work-hardens fast. Feeds around 0.05-0.15 mm/rev, low cutting speeds. Coolant is mandatory to avoid thermal drift.
PEEK (Polyetheretherketone)
PEEK is replacing titanium in some spinal and orthopedic implants. It is radiolucent—shows up clear on X-rays so doctors can see bone healing. It matches bone stiffness better, reducing stress shielding. Machining PEEK needs sharp carbide tools and good chip evacuation. No coolant needed.
Medical-Grade Plastics (UHMWPE, PTFE, Delrin)
UHMWPE for joint bearing surfaces, PTFE for catheters, Delrin for surgical handles. These machine differently from metals—higher speeds, lower feeds, watch for melting.
Tolerance Requirements for Medical Parts
Medical devices do not get +/-0.5 mm like consumer parts. Here is what different applications demand:
| Component Type | Typical Tolerance | Surface Finish (Ra) |
|---|---|---|
| Surgical instruments | +/-0.005 mm | 0.2-0.4 um |
| Bone screws and plates | +/-0.025 mm | 0.4-0.8 um |
| Joint implants | +/-0.010 mm | 0.1-0.2 um |
| Spinal cages | +/-0.050 mm | 0.8 um |
| Diagnostic housings | +/-0.100 mm | 1.6 um |
ISO 13485—What It Actually Means
ISO 13485 is the quality management standard for medical devices. It is not optional if you are selling to hospitals. It requires documented processes, traceability, validation, and corrective action.
AOOM Technology operates with ISO 13485-compliant processes. Every medical part we machine gets full traceability and documentation. Our CMM room stays at 20 deg C +/-0.5 deg C. No shortcuts.
Surface Finish in Medical CNC Parts
Surface finish is not just about looks in medical devices. Rough surfaces harbor bacteria and cause implant failure. Smooth surfaces reduce friction and wear. For cutting edges on surgical instruments you need Ra 0.2 um or better. That means climb milling every time, sharp inserts, and potentially a finishing pass with a wiper insert.
For implants, the surface is often intentionally textured in specific areas to promote bone growth. But the articulating surfaces need mirror finishes. This can mean diamond turning or polishing after machining.
Design Tips for Medical CNC Parts
- Avoid sharp internal corners—use radiused corners wherever possible. Sharp inside corners need EDM, which adds cost.
- Thread depth matters—in medical bone screws, thread profile and depth are critical. Shallow threads strip under load.
- Thin walls are risky—walls under 0.5 mm in metal or 1.0 mm in plastic can vibrate during machining.
- Surface spec realism—do not call out Ra 0.1 um on every surface. Only tight tolerances where they matter.
- GD&T callouts—use true position instead of coordinate tolerancing. CMM can measure true position accurately.
Cost vs Quality—Finding the Balance
Medical parts are not cheap to machine. Tight tolerances mean slower cycle times, more inspection, and higher scrap rates. You can control costs through smart design. Fewer setups means less fixture cost. Standard tool sizes reduce tool changes.
At AOOM, we give you a firm quote with no hidden costs. Our engineers review your design before quoting—not after. We flag tolerance callouts that drive cost without adding value. You get the quality your patients need at a fair price.
Final Thoughts
CNC machining for medical devices is about precision, traceability, documentation, and doing it right every time. Whether you need a prototype surgical tool or a production run of implants, pick the right material, hold the tolerance, document everything.
 CNC Machining for Aerospace: M
CNC Machining for Medical Devi
CNC Machining for Aerospace: M
CNC Machining for Medical Devi
 CNC Precision Machining Parts:
CNC Precision Machining Parts:
 CNC Machining Titanium: Alloys
CNC Machining Titanium: Alloys