


CNC Machining for Robotics: Precision Components for Industrial Automation Systems
Why CNC Machining Matters for Robotics
Robotics isn't just about software and sensors — the physical parts are what actually do the work. And those parts need to be precise, repeatable, and durable. That's where CNC machining comes in. Whether you're building a collaborative robot arm for assembly or a heavy-duty industrial robot for material handling, every joint, bracket, housing, and end-effector has to be machined to tight tolerances.
I've quoted hundreds of robotics projects over the years, and here's the thing most buyers miss: a robot is only as good as its weakest mechanical link. You can have the best control algorithm in the world, but if your joint housing has 0.1mm of slop, your positioning accuracy is shot. That's why CNC machined components are the backbone of modern robotics — from surgical robots needing ±0.005mm precision to warehouse automation parts that need to survive millions of cycles.
Key Robotics Components That Need CNC Machining
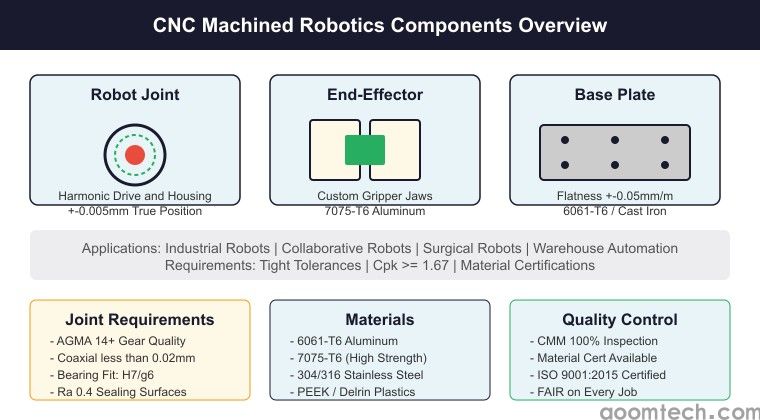
Robot Joints and Gears
The harmonic drive gears in a robot joint are one of the most demanding CNC applications I've worked with. They need AGMA 14+ gear quality — which means tooth profile tolerances in the micron range. A standard VMC can rough them out, but finishing passes on a 5-axis machine are where the magic happens. The wiper insert finish pass leaves a surface so smooth you can feel the difference picking the part up.
Joint housings are another story. They need to maintain true position across multiple bolting faces. If the bores aren't coaxial within 0.02mm, the bearing preload will be off, and you'll start seeing thermal drift after a few hours of runtime. That's real, I've seen it happen on a prototype that skipped final inspection.
End-Effectors and Grippers
End-effectors are the hands of the robot, and they come in wild varieties. From soft grippers for food handling to 3-jaw chucks for automotive transmission parts. CNC machining is the only practical way to make custom jaws, fingers, and mounting interfaces. 7075-T6 aluminum is the go-to here — good strength-to-weight ratio, machines beautifully, and doesn't gal up against stainless steel pins.
My honest take: don't skimp on the gripper finger design. I've seen a $50,000 robot sit idle because a $200 set of fingers cracked after 10,000 cycles. Run a quick FEA and add a 2x safety factor. The machining time difference is negligible, the reliability gain is massive.
Base Plates and Mounting Structures
Robots need a rigid foundation. The base plate has to be flat to within 0.05mm over a meter, and all the bolt patterns need to clock to the robot's mounting flange. Cast iron or 6061-T6 aluminum plate are the usual suspects. For heavy payloads, we ground the top surface after stress relieving — thermal drift on raw plate stock can be 0.1mm or more after the first cut, and trust me, that'll ruin your day when the robot's repeatability spec calls for 0.02mm.
Materials Selection for Robotics Parts
Picking the right material is half the battle. Here's what I typically recommend based on the application:
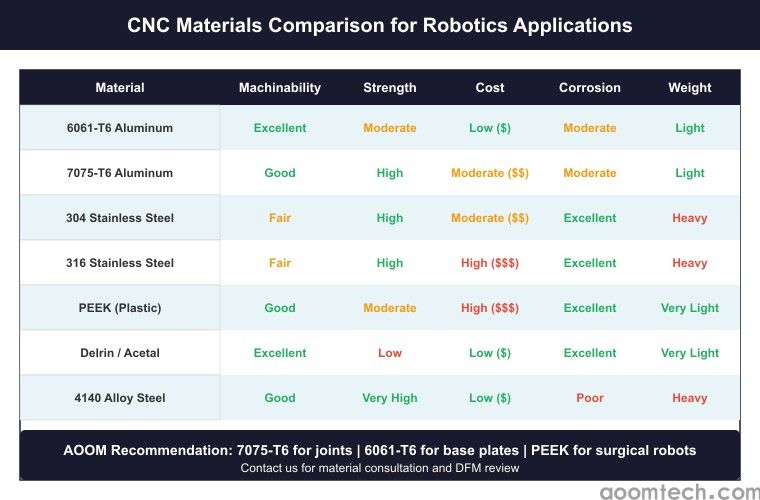
Aluminum Alloys
6061-T6 is the workhorse. Good machinability, decent strength, affordable. For higher load parts like joint arms, 7075-T6 is worth the premium — about 70% stronger but machines at similar speeds with proper chip evacuation. The stepover on finishing passes for 7075 should be kept under 0.3mm to avoid work hardening at the surface.
Stainless Steel
304 and 316 stainless are common for food-grade and medical robotics because of corrosion resistance. But they're a pain to machine — the work hardens fast if your feed per tooth drops below 0.05mm. Climb milling is non-negotiable here, and you'll want to use a wiper insert to get that Ra 0.8 finish without a secondary grinding operation.
Engineering Plastics
PEEK, Delrin, and Nylon show up in lightweight grippers and bearing cages. PEEK is expensive but handles 250°C autoclave cycles — critical for surgical robotics. Delrin machines like butter and is great for quick-turnaround jigs and fixtures. Just watch out for fixturing deflection on thin-walled parts; plastic is a lot more compliant than metal, and your tolerance stack can get ugly fast.
Critical Tolerances and Quality Control
Robotics parts live and die by tolerance control. Here's what I've found actually matters in production:
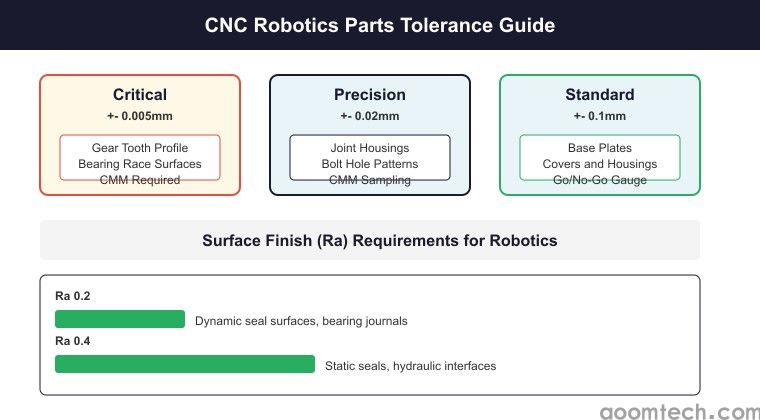
Bearing fits: H7/g6 or better. That's 0.015-0.035mm clearance on a 30mm shaft. Go looser and you'll hear the rattle on rapid moves. Go tighter and the bearing might seize after thermal expansion.
Bolt hole patterns: True position of 0.1mm or better. We check these on a CMM after each setup change. Fixture deflection is the #1 cause of bolt pattern drift — I've seen 0.08mm of shift just from clamping force variation.
Surface finish: Ra 0.8 for most sealing surfaces, Ra 0.4 for dynamic seals. Anything rougher and you're replacing seals every 6 months. A wiper insert on the finishing pass will get you to Ra 0.4 in one pass — worth every penny of the tooling cost.
Cost Considerations and Lead Times
Let's talk money. A typical robotics project breakdown looks like this:
Low-volume prototype (1-10 pcs): $50-200 per part depending on complexity. Setup eats the cost here — expect 2-3 week lead time with material sourcing.
Medium-volume production (100-1000 pcs): $15-60 per part. Fixturing optimization drops cycle times by 40-60%. Lead time is 3-4 weeks including first article inspection.
High-volume (1000+): Under $10 per part if the design is DFM-optimized. We're talking dedicated workholding, CAM-optimized toolpaths, and automated inspection. Lead time 4-6 weeks.
One job I quoted for a robotics startup: they wanted 50 sets of joint housings in 6061. The original design called for 8 setups per part — turned out to be $220 each. We redesigned it for 3 setups with 5-axis workholding, dropped it to $68 each, and shaved 2 weeks off delivery. Design for manufacturing isn't optional in robotics — it's how you stay sane on budget.
Why Partner with AOOM Technology
We've been machining precision components for over a decade. Our shop runs HAAS and DMG MORI 5-axis VMCs, with CMM inspection on every first article. We understand the robotics industry's requirements — tight tolerances, complex geometries, and the need for consistent quality across production runs.
Whether you need a single prototype end-effector or a production run of robot base plates, we can handle it. ISO 9001:2015 certified, with material certifications available for every job. We work with 6061-T6, 7075-T6, 304/316 stainless, PEEK, Delrin, and 4140 steel — basically anything your robot needs.
Quick tip: send us your 3D model at the quoting stage and we'll flag any DFM issues before you commit to tooling. It's saved our clients thousands in rework costs.
 CNC Machining for Robotics: Pr
CNC Machining for Robotics: Pr
CNC Machining for Robotics: Pr
CNC Machining for Robotics: Pr
 CNC Machining for Consumer Ele
CNC Machining for Consumer Ele
 CNC Machining Cost Reduction:
CNC Machining Cost Reduction: