


5-Axis CNC Machining: A Complete Guide to Multi-Axis Machining for Complex Parts
Why 5-Axis Machining Changes Everything
Most machine shops run 3-axis VMCs. They work fine for simple prismatic parts — drill some holes, cut a pocket, face a surface. But when you're dealing with a complex impeller blade, a medical implant with organic curves, or a mold cavity with deep sidewalls, a 3-axis machine just won't get it done. You end up with multiple setups, blend marks between operations, and tolerances that drift because you've unclamped and reclamped the part three times.
That's where 5-axis CNC machining comes in. Two additional rotary axes let the tool approach the workpiece from any direction in a single setup. One setup means one datum reference, one set of fixture offsets, and zero error stack from re-clamping. I've seen parts that took 6 operations on a 3-axis drop to 2 operations on a 5-axis — with better accuracy and surface finish.
But here's the catch: 5-axis machining isn't just 3-axis with two extra knobs. The CAM programming, post-processing, fixturing, and collision avoidance are fundamentally different. If you're considering moving to 5-axis for your parts, here's what actually matters.
5-Axis Configurations: Trunnion vs Swivel Head
There are two main ways to get five axes of motion, and they're suited for different types of work.
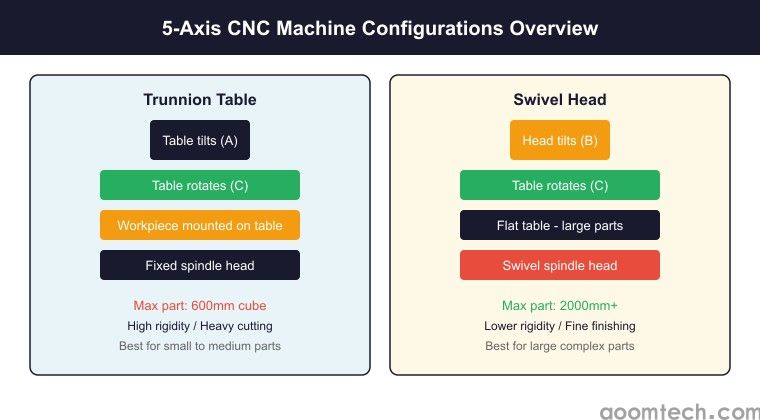
Trunnion Table Machines
The table tilts and rotates, carrying the workpiece. This is the most common configuration on VMCs — a trunnion adds A-axis (tilt) and C-axis (rotation) to the standard X, Y, Z. The biggest advantage is rigidity: the spindle stays fixed, and you can run heavy cuts. The trade-off is limited part size. A typical trunnion maxes out at a 600mm cube. If your part is bigger than that, you need a different approach.
Swivel Head Machines
The spindle head tilts (B-axis) while the table rotates (C-axis). The workpiece stays flat on the table — great for large, heavy parts that won't fit on a trunnion. Common on large gantry mills and horizontal boring mills. The downside: the swivel head is less rigid than a fixed spindle, so you give up some material removal rate. In practice, I've found swivel heads are better for finishing passes on complex surfaces where accuracy matters more than speed.
For 90% of CNC machining work, a trunnion-style 5-axis VMC is the right choice. The DMG MORI DMU series and Haas UMC series are the workhorses I see most often in production shops.
CAM Programming for 5-Axis
This is where most shops stumble. Taking a 3-axis CAM program and converting it for 5-axis doesn't work — the toolpath strategies are completely different.
Simultaneous vs 3+2 Machining
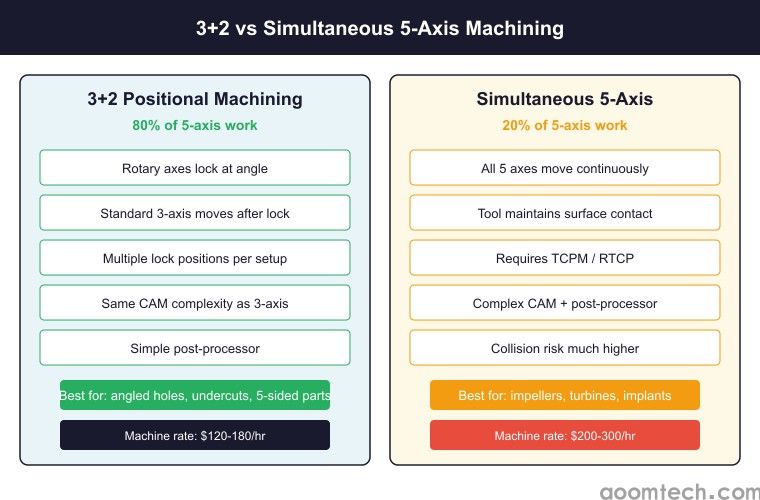
3+2 machining (positional 5-axis) locks the rotary axes at a specific angle and cuts in standard 3-axis mode. This is the easiest way to get value from a 5-axis machine — you're essentially creating custom work angles without building special fixtures. A 3+2 strategy covers 80% of what most shops need: undercut features, angled holes, and compound-angle surfaces.
Simultaneous 5-axis moves all five axes at once, keeping the tool tip in continuous contact with a complex surface. This is required for turbine blades, impellers, and medical implants. The CAM post-processor needs to handle inverse time feedrates, tool center point management, and tilt angle optimization. It's not trivial — a bad post can crash the machine faster than you can hit the E-stop.
My honest take: unless your parts genuinely need simultaneous 5-axis (think aerodynamic surfaces, freeform organic shapes), stick with 3+2. The cycle time difference is often minimal, and the programming risk is dramatically lower. One shop I know spent 6 months trying to program a simultaneous 5-axis toolpath for a part that could have been done in 3+2 in two days.
Tool Center Point Management
TCPM (or RTCP — Rotation Tool Center Point) is the technology that makes 5-axis programming sane. When the head tilts, TCPM automatically compensates the linear axes to keep the tool tip at the programmed position. Without TCPM, you'd have to calculate all five axes in CAM for every single move. With TCPM, you program in 3D space and let the control handle the kinematics.
If you're buying a 5-axis machine, make sure it has TCPM. It's non-negotiable. Some low-end machines ship without it, and programming them for simultaneous work is a nightmare.
Fixturing for 5-Axis
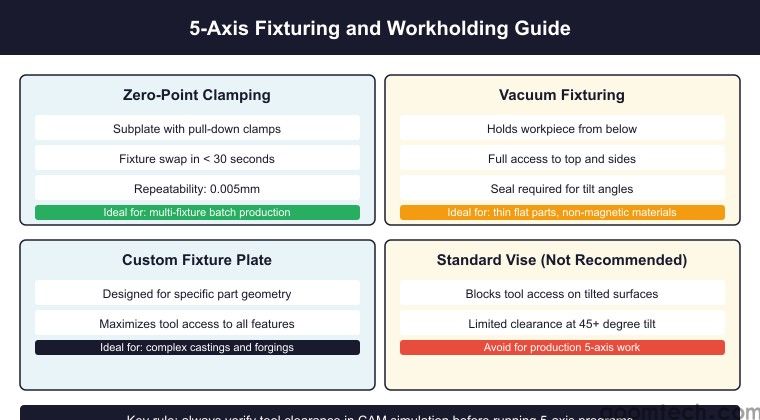
The whole point of 5-axis is reducing setups, so your fixturing strategy needs to support that. Zero-point clamping systems are the standard here — a subplate with pull-down clamps that lets you swap fixtures in seconds with 0.005mm repeatability. Pair that with a custom fixture plate designed to hold the part while exposing maximum surface area for the tool to reach.
For small to medium runs, vacuum fixturing on a 5-axis trunnion works well for flat parts. The vacuum holds the part from below while the tool machines from above and the sides. Just make sure your seals can handle the tilt angle — I've seen parts drop off because the vacuum seal broke at 45 degrees of table tilt.
Tooling Considerations for 5-Axis
Tool reach and clearance are the biggest constraints. A long-reach endmill that works fine on a 3-axis might cause interference on a 5-axis when the head tilts to 45 degrees. Use the shortest possible tool for each operation, and verify clearance in CAM simulation before running.
Ball endmills are the go-to for 5-axis finishing of complex surfaces. The stepover in a 5-axis finish pass can be as low as 0.1mm to hit Ra 0.4 surface finish, but the trade-off is cycle time. On large mold cavities, I've seen finishing passes take 8-12 hours. Optical comparison against the CMM data is essential — don't assume the surface finish matches the CAM simulation.
For roughing on 5-axis, trochoidal toolpaths with small stepovers and aggressive axial engagement are standard. The tilt angle actually helps chip evacuation since the chips fall away from the cut zone instead of recutting. Climb milling with a 10-degree lead tilt is a good starting point for most aluminum and steel work.
When 5-Axis Makes Sense (and When It Doesn't)
Not every part needs 5-axis. Here's my rule of thumb:
5-axis is worth it when:
- The part has features on 5 or more faces (eliminates multiple operations)
- There are compound-angle holes or surfaces that can't be reached with a 3-axis approach
- Surface finish requirements are Ra 0.8 or better on a complex contour
- The part is expensive enough to justify the higher machine rate ($150-250/hr vs $75-100/hr for 3-axis)
Stick with 3-axis when:
- The part fits in a standard vise with 1-2 setups
- All features are on parallel faces (top and bottom)
- The tolerance is ±0.1mm or looser (5-axis doesn't give you better accuracy on simple parts)
- The part is a simple bracket or plate that doesn't benefit from multiple approach angles
I've quoted jobs where the customer insisted on 5-axis for a simple flat part because they thought it would be more accurate. It wasn't — the 3-axis quote was $12 each, the 5-axis quote was $28 each, and the tolerance capability was identical. Use the right tool for the job.
Why AOOM Technology for 5-Axis Machining
Our shop runs DMG MORI DMU 5-axis VMCs with full TCPM capability. We do both 3+2 and simultaneous 5-axis work across aluminum, stainless, titanium, and engineering plastics. CMM inspection on every first article, with in-process SPC for production runs.
We've machined complex 5-axis parts for aerospace, medical device, and robotics customers — impellers, prosthetic joint components, and robot arm housings. ISO 9001:2015 certified, with full material traceability.
Send us your 3D model and we'll tell you whether 5-axis is the right approach — and if it is, we'll quote the optimized toolpath strategy. Sometimes the answer is no, and we'll tell you that too. That's how you build trust.
 5-Axis CNC Machining: A Comple
5-Axis CNC Machining: A Comple
 High Volume CNC Machining: Str
High Volume CNC Machining: Str
 CNC Machining for Robotics: Pr
CNC Machining for Robotics: Pr
CNC Machining for Robotics: Pr
CNC Machining for Robotics: Pr