


High Volume CNC Machining: Strategies for Scaling from Prototype to Production
Why Scaling from Prototype to Production Is Harder Than It Looks
You've got a working prototype. The customer loves it. Now they want a thousand. Or ten thousand. And here's where things get real — because making one part well and making a thousand parts consistently are two completely different games.
I've seen this play out dozens of times. A shop that does beautiful prototype work takes on a production order, and suddenly lead times blow up, tolerances drift, and the price per part isn't anywhere near what the quote promised. The root cause? Most of the time it's not the CNC machine — it's the process. Fixturing, tooling strategy, material handling, inspection cadence — every link in the chain has to be redesigned for scale.
High volume CNC machining isn't just running the same program more times. It's about building a manufacturing system that delivers the same quality at 100x the throughput. Here's what I've learned about making that transition work.
Fixturing: The Single Biggest Lever
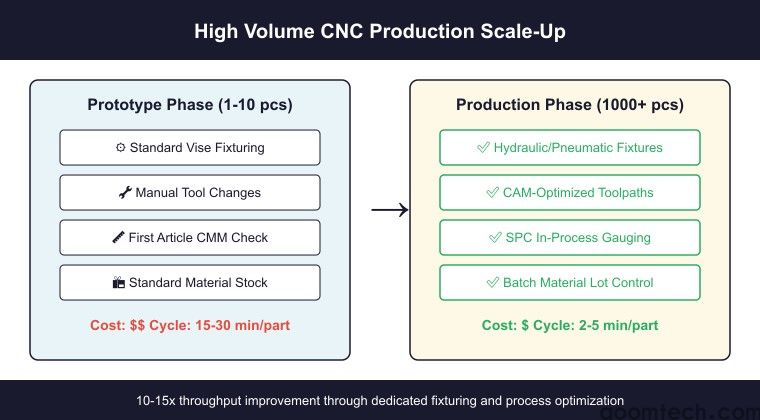
For prototypes, you can get away with soft jaws and manual vises. For production, that's a recipe for disaster. Every time you handle a part, you introduce variation — clamping force inconsistency, chip buildup in the vise, operator fatigue.
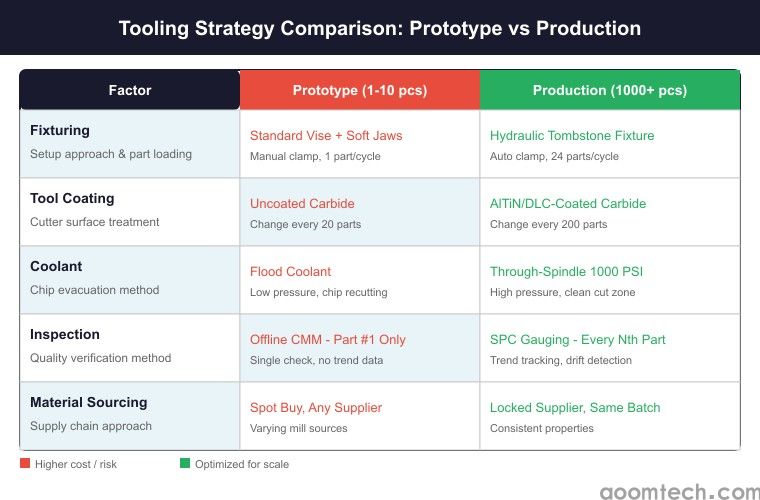
Dedicated workholding is the first investment you should make. I'm talking about hydraulic or pneumatic vises, tombstone fixtures for 4th-axis machines, and custom pallet systems. A tombstone with 6 faces of 4 parts each means you're loading 24 parts per cycle instead of swapping one every 30 seconds. That's a 10x throughput increase right there.
Here's the thing most buyers miss: when you quote production parts, ask the shop what fixturing they plan to use. If they say "standard vises" for a 1000-part run, that's a red flag. They should be talking about dedicated fixture plates, zero-point clamping systems, or at minimum, a well-designed soft jaw set that's been stress-relieved.
Tooling Strategy for Production Runs
Toolpath optimization is where the cycle time battle is won or lost. In prototyping, a 10-minute cycle per part is fine. In production, shaving 30 seconds off each cycle on a 2000-part order saves you 16 hours of machine time. Real money.
Stepover and Cut Depth
For production, you want aggressive roughing with lighter finishing passes. My rule of thumb: rough at 50% stepover with 3-4mm DOC, then finish at 8-10% stepover with 0.3-0.5mm DOC. This balances material removal rate with surface quality. A wiper insert on the finishing pass will get you Ra 0.8 without slowing down the cycle.
Tool Coating Selection
AlTiN-coated carbide tools last 2-3x longer than uncoated in production runs on stainless and titanium. For aluminum, DLC-coated tools reduce built-up edge and give better surface finish over long runs. The coating cost is marginal — the downtime from tool changes isn't.
Chip Evacuation
This kills more production jobs than anything else. In prototype work, you can blast chips away with coolant and it's fine. In a production fixture running one part after another, chips recut into swarf that scores the surface and wears tools. Use high-pressure through-spindle coolant at 1000 PSI minimum for production runs, especially on deep cavities and drilled holes. Climb milling with proper chip thinning is non-negotiable — it reduces heat at the cutter and pushes chips out of the cut zone.
Material Sourcing and Consistency
In prototyping, you buy material off the shelf from wherever's cheapest. In production, material consistency is critical. Aluminum 6061-T6 from one mill can machine differently than the same spec from another — slight variations in hardness, grain structure, and residual stress translate to dimensional drift over a long run.
What I recommend: lock in a single material supplier and get mill test reports for every heat. If you're doing 5000+ parts, consider buying the full production run's worth of material at once from the same melt batch. The upfront cash outlay hurts, but it eliminates the most common source of mid-run quality variation.
For stainless (304/316), work hardening is a production nightmare. Once your feed per tooth drops below 0.05mm — which happens naturally as tools wear — the surface starts work hardening, tools dull faster, and you spiral into a death march of oversize parts and scrapped batches. Set aggressive tool change intervals based on cutting length, not visual inspection. I've seen shops try to "get one more part" out of a worn tool and end up scrapping the next 20.
Process Control and Inspection
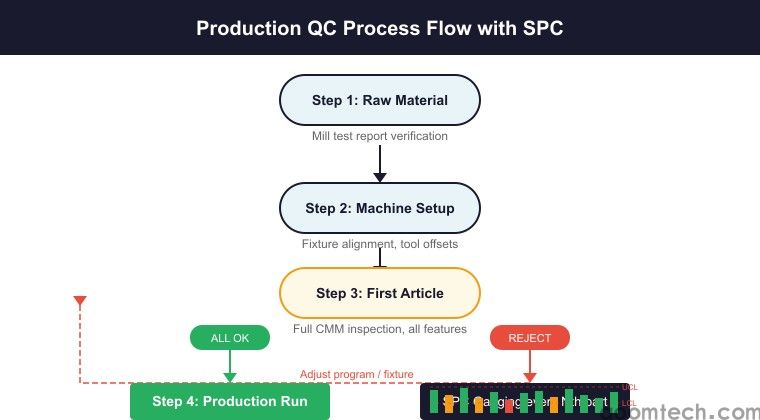
First-article inspection is table stakes. For production, you need statistical process control (SPC). Measure every Nth part (N depends on tolerance criticality — every 20th for general tolerances, every 5th for tight features) and track the trend line. If you see drift approaching 30% of the tolerance band, stop and check the tool and fixture before you produce scrap.
CMM inspection is great for first articles, but for production, dedicated gauging is faster. Go/no-go plug gauges for holes, snap gauges for shafts, and optical comparators for profiles. A well-designed fixture gauge can check 10 critical dimensions in 30 seconds — compare that to 5 minutes on a CMM.
Ball screw backlash and thermal drift are real issues on production machines running 24/7. Schedule a full axis calibration every 6 months on high-utilization machines. On one job I oversaw, the Z-axis on a VMC had drifted 0.015mm over 3 months of continuous production — enough to push a critical depth feature out of spec. We caught it on a routine spot-check before any parts shipped.
Supply Chain and Lead Time Planning
Production lead times aren't just about machining. Material procurement, heat treating, surface finishing, and logistics all add weeks. A realistic timeline for a first production run looks like this:
Weeks 1-2: Material procurement and incoming inspection. If you need 7075-T6 plate, that's not a stock item at most suppliers — expect 1-2 weeks lead time for the mill to cut it.
Weeks 3-4: Fixture design and fabrication. Don't skip this. Custom hard jaws and fixture plates need to be designed, machined, and verified before production starts.
Weeks 5-6: First article and process validation. Run 5-10 parts, inspect every dimension, adjust feeds and speeds, verify the CMM program.
Weeks 7-10: Production run with in-process inspection. 1000 parts at 15 minutes each is 250 hours of machine time. On a single shift, that's 6 weeks.
Weeks 11-12: Final finishing (anodizing, passivation, etc.) and final inspection. Plan for 10% scrap allowance in your schedule — if you don't need it, you ship early.
One job I quoted for a medical device company: they needed 5000 surgical instrument handles in 304 stainless. Initial delivery estimate from their existing shop was 16 weeks. By locking in material on day one, designing dedicated fixturing for a 5-axis mill-turn, and running SPC from part #1, we delivered in 9 weeks. The difference wasn't faster machining — it was better planning.
When to Choose AOOM Technology for Production Machining
We handle both prototype and production work — but the real value shows up when you're scaling. Our shop is set up for production with palletized workholding systems, high-pressure coolant on all VMCs, and a dedicated CMM for in-process SPC. We keep 6061-T6, 7075-T6, 304 and 316 stainless, and 4140 steel in stock for production customers to cut raw material lead times.
ISO 9001:2015 certified, with material traceability on every job. Send us your prototype model and target volume — we'll design the production process upfront and quote you per-part pricing that actually scales.
Quick tip: the earlier you involve your machining partner in the production planning, the better. We've helped clients redesign parts for 5-axis fixturing that cut cycle times by 60% — but only when they brought us in before locking in the design. DFM for production is different from DFM for prototyping, and catching that early saves months.
 High Volume CNC Machining: Str
High Volume CNC Machining: Str
 CNC Machining for Robotics: Pr
CNC Machining for Robotics: Pr
CNC Machining for Robotics: Pr
CNC Machining for Robotics: Pr
 CNC Machining for Consumer Ele
CNC Machining for Consumer Ele