


CNC Machining for Automotive: Precision Parts for Engine, Transmission & EV Components
Why Automotive Needs CNC
The automotive industry runs on precision. Every engine block, transmission gear, brake caliper, and EV battery housing demands tight tolerances that only CNC machining can deliver. OEMs and Tier 1 suppliers aren't guessing — they spec parts in microns, not millimeters. And when a production line stops because a component fails Cpk, the cost is brutal.
🔥 That's where AOOM Technology comes in. We've been machining automotive parts for years. Engine components, drivetrain parts, EV cooling plates — we do them all with 3-axis and 5-axis CNC centers running Mazak and DMG MORI machines.

Engine Parts: Where Heat Meets Precision
Engine compartments are brutal on components. Thermal cycling from -40°C cold starts to 800°C exhaust gas temps. Constant vibration. Oil and fuel exposure. You need materials that handle all that without losing dimensional stability.
Common engine parts we CNC machine:
🔹 Cylinder heads — aluminum 6061-T6 or 7075, tight tolerances on valve seats and guide holes
🔹 Pistons — forged aluminum, complex skirt profiles with true position ≤0.01mm
🔹 Connecting rods — 4340 steel or titanium, critical for balancing at high RPM
🔹 Turbocharger housings — Inconel 718 or stainless 316L, requires wiper insert toolpaths to avoid work hardening
🔹 Fuel injection components — hardened steel, surface finishes down to Ra 0.4μm
Thermal drift is a real problem here. A 0.5°C coolant temp change shifts the spindle position by 2-3 microns on a long run. We compensate through regular thermal soak cycles and in-process probing. Ball screw backlash is mapped and corrected in the control — no guessing.

Transmission & Drivetrain: Gears, Shafts, Housings
Transmission parts see crazy loads. A differential gear in a truck handles thousands of Nm of torque. One tooth with burrs or micro-cracks and you get NVH complaints — or worse, catastrophic failure at highway speed.
Key transmission components we machine:
🔹 Gear blanks — 8620 or 4140 steel, pre-heat treat machining with finishing pass stock allowance
🔹 Transmission housings — die-cast aluminum then CNC finished to ±0.02mm on bearing bores
🔹 Valve bodies — high-pressure aluminum, tight control on spool bore roundness
🔹 Output shafts — turned between centers, runout held under 0.005mm TIR
🔹 Differential cases — ductile iron, complex internal geometry with 5-axis operations
GD&T is critical here. We use CMM inspection with full dimensional reports. True position, concentricity, profile of a surface — if your drawing calls it out, we measure it. Cpk values ≥1.67 are standard for automotive production runs.

EV Components: The New Frontier
Electric vehicles aren't simpler — they're different. The machining challenges shift from ICE parts to battery systems, cooling circuits, and lightweight structural components.
💎 High-volume EV parts we produce:
🔸 Battery cold plates — aluminum 6063, machined coolant channels with leak test at 5 bar
🔸 Bus bars — copper or tinned copper, tight flatness specs for low resistance connections
🔸 Motor housings — cast aluminum with precision bore for stator fit
🔸 Inverter cooling bases — complex 2.5D milling, Ra 0.8μm on sealing surfaces
🔸 Charger enclosure — aluminum or steel, EMC shielding features machined in
Quick turnaround matters in EV prototyping. Development cycles are short — automakers want functional prototypes in 2-3 weeks, not months. Our low-volume line handles runs from 10 to 500 pieces with the same fixturing and programs that scale to production.
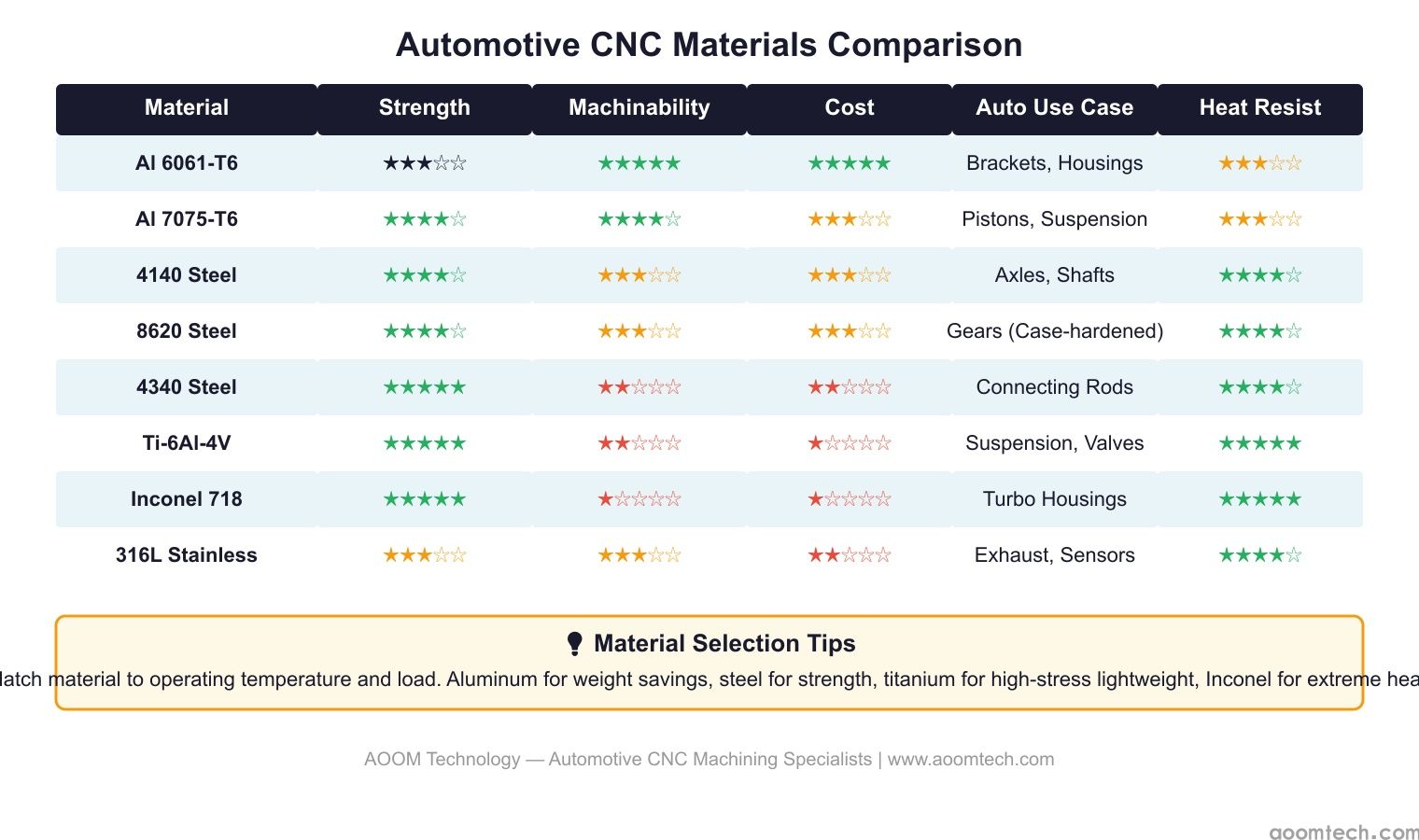
Materials Selection for Automotive CNC
Choosing the right material saves money and prevents field failures.
Aluminum alloys: 6061-T6 (general purpose), 7075-T6 (high strength), 5083 (weldable structures)
Steels: 4140 (axles/shafts), 8620 (gears, case-hardened), 4340 (high-stress components), 52100 (bearings)
Stainless: 303 (sensors/fittings), 304 (corrosion-resistant brackets), 316L (exhaust components)
Exotic alloys: Titanium Ti-6Al-4V (lightweight suspension), Inconel 718 (turbo/heat shields)
We also do engineering plastics for under-hood components — PEEK for high-temp electrical connectors, glass-filled nylon for structural brackets, PTFE for seals.
Surface Finishing Options for Auto Parts
Raw machined parts rarely go straight into a vehicle. Most need secondary finishing:
⚙️ Common finishes we apply:
📌 Anodizing (Type II or III) — for aluminum, adds wear resistance and color coding
📌 Black oxide — for steel parts, corrosion protection with minimal dimensional change
📌 Passivation — for stainless steel, removes free iron and improves corrosion resistance
📌 Electroless nickel plating — for uniform coating on complex geometry parts
📌 Powder coating — for brackets and structural components, available in any RAL color
📌 Mechanical finishing — vibratory deburring, glass bead blasting, or hand polish
Cost & Lead Time: What to Expect
Automotive CNC machining costs depend on complexity, material, volume, and tolerance requirements.
Typical ranges:
🔸 Simple turned parts (bushings, spacers): $5-25/piece at 500+ qty
🔸 Medium complex milled parts (brackets, housings): $15-80/piece at 500+ qty
🔸 Complex 5-axis parts (impellers, manifolds): $80-400/piece at 100+ qty
🔸 EV cold plates: $30-120/piece depending on size and channel complexity
Lead times: 2-3 weeks for prototypes, 4-6 weeks for production runs. Rush service available with 5-7 day turnaround on simple geometries.
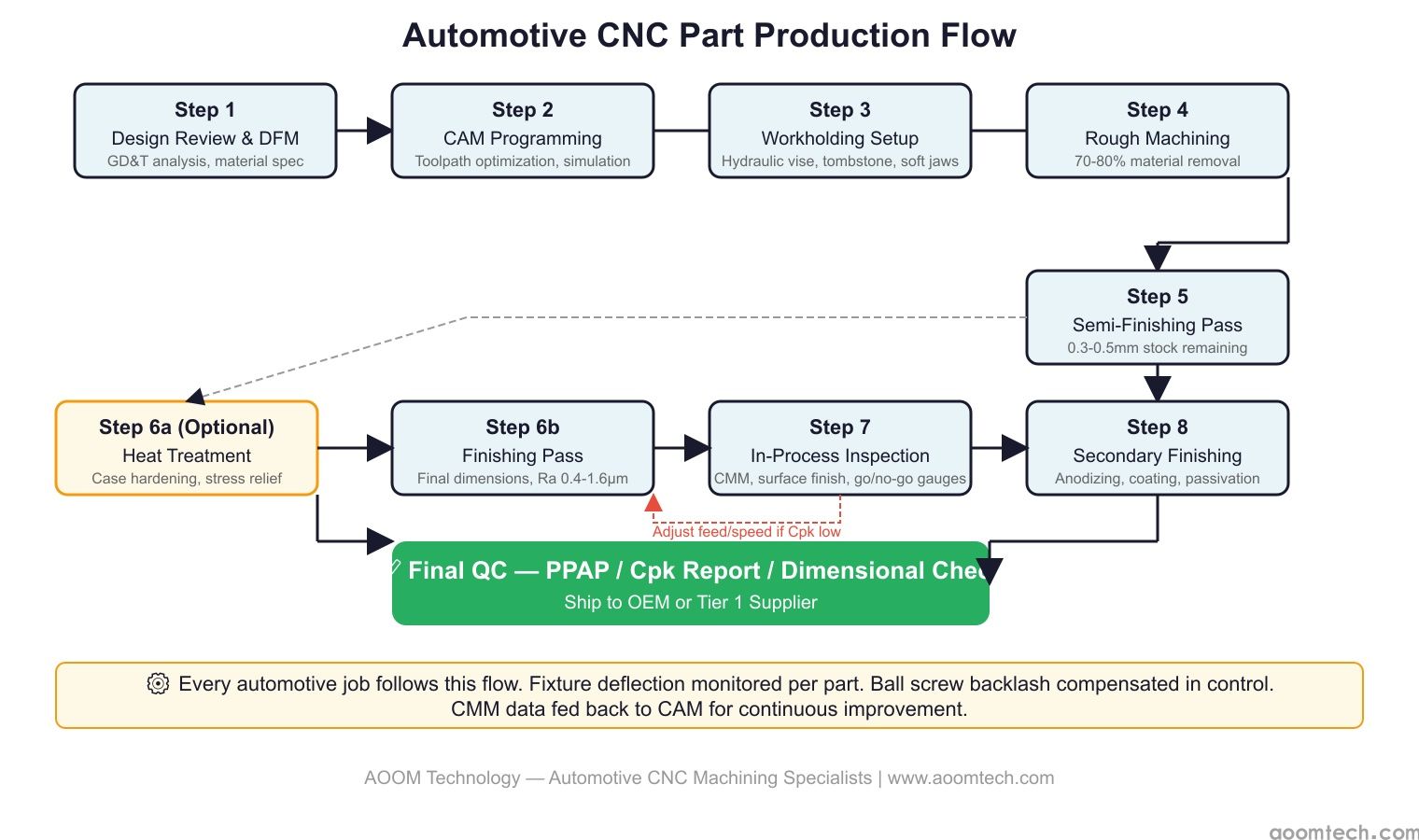
Quality Control in Automotive Machining
We don't ship parts without proof. Every automotive order includes:
✅ CMM inspection report with full GD&T callouts
✅ Material certs (mill test reports)
✅ Surface finish measurement (Ra, Rz as specified)
✅ First article inspection (FAI) per PPAP level 3 when required
✅ Dimensional check sheets for every critical feature
Fixture deflection is continuously monitored. We use CMM data to adjust fixturing between runs — not after parts fail inspection. Workholding is designed for automotive volumes: hydraulic vises, tombstone fixtures, and custom soft jaws that locate off datum features.
Why Automotive Engineers Choose AOOM
It comes down to repeatability. Your production line needs parts that are identical from batch to batch, year after year. We manage spindle runout below 0.003mm, maintain our machines on PM schedules, and keep ball screw backlash compensation up to date. Every operator follows standard work procedures. No guessing, no shortcuts.
🔬 We speak your language. When your drawing says true position Ø0.1mm to datum A-B, we understand it. When you need Cpk data, we provide it. When you need PPAP documentation, we prepare it.
Ready to discuss your next automotive project? Send us your drawing for a quote. Prototypes or production — we handle both.
 CNC Machining for Automotive:
CNC Machining for Automotive:
 How to Choose a CNC Machining
How to Choose a CNC Machining
 Small Batch CNC Machining: Low
Small Batch CNC Machining: Low
 CNC Machining Plastic Parts: P
CNC Machining Plastic Parts: P