


Small Batch CNC Machining: Low Volume Production for Custom Parts, Prototypes & On-Demand Manufacturing
Small Batch CNC Machining: Low Volume Production for Custom Parts, Prototypes & On-Demand Manufacturing
Small batch CNC machining is low-volume production — typically 10 to 1,000 parts per run — using standard CNC mills, lathes, and VMCs. You get the same tolerances, surface finishes, and material properties as high-volume production, without the mold costs, minimum order quantities, or months-long lead times. If your order fits in a single fixture setup or a few machine shifts, that's a small batch job.
What Counts as Small Batch CNC Machining?
There's no universal number, but the industry standard falls within these ranges:
Prototype runs: 1–10 units. One-off parts, functional testing, form-fit checks.
Low-volume production: 10–500 units. Bridge tooling before hard tooling arrives.
On-demand manufacturing: 50–1,000 units. Triggered by actual orders, not forecasts.
Small batch means you program once, touch off the tools, dial in the first article, and run until done. No transfer lines, no multi-cavity molds, no pallet pools. 🔧
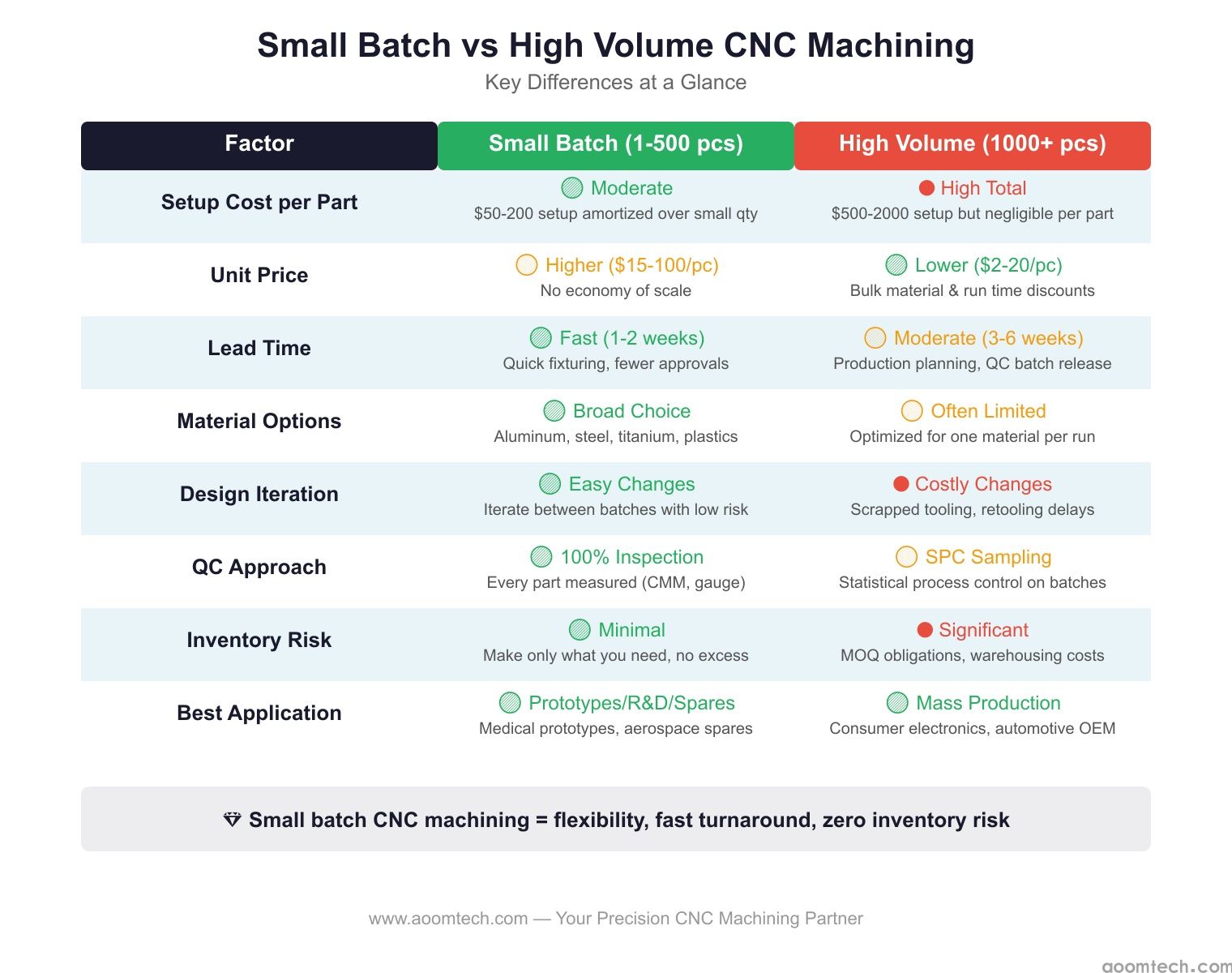
Cost Comparison: Small Batch vs. High Volume
Per-Part Cost
Small batch always carries a higher per-unit price. A part that costs $8 at 10,000 units might run $35–$60 at 100 units. The premium buys you speed and flexibility.
Total Cost Delivered
High volume looks cheaper until you factor in warehousing, obsolescence, and engineering changes. Small batch lets you order exactly what you need. ✅
Tooling & Fixturing
Small batch shops use modular vises, soft jaws, vacuum chucks, and 5-axis trunnions. Fixture deflection is manageable because you're holding fewer parts per cycle. You skip the $5,000–$50,000 tooling investment.

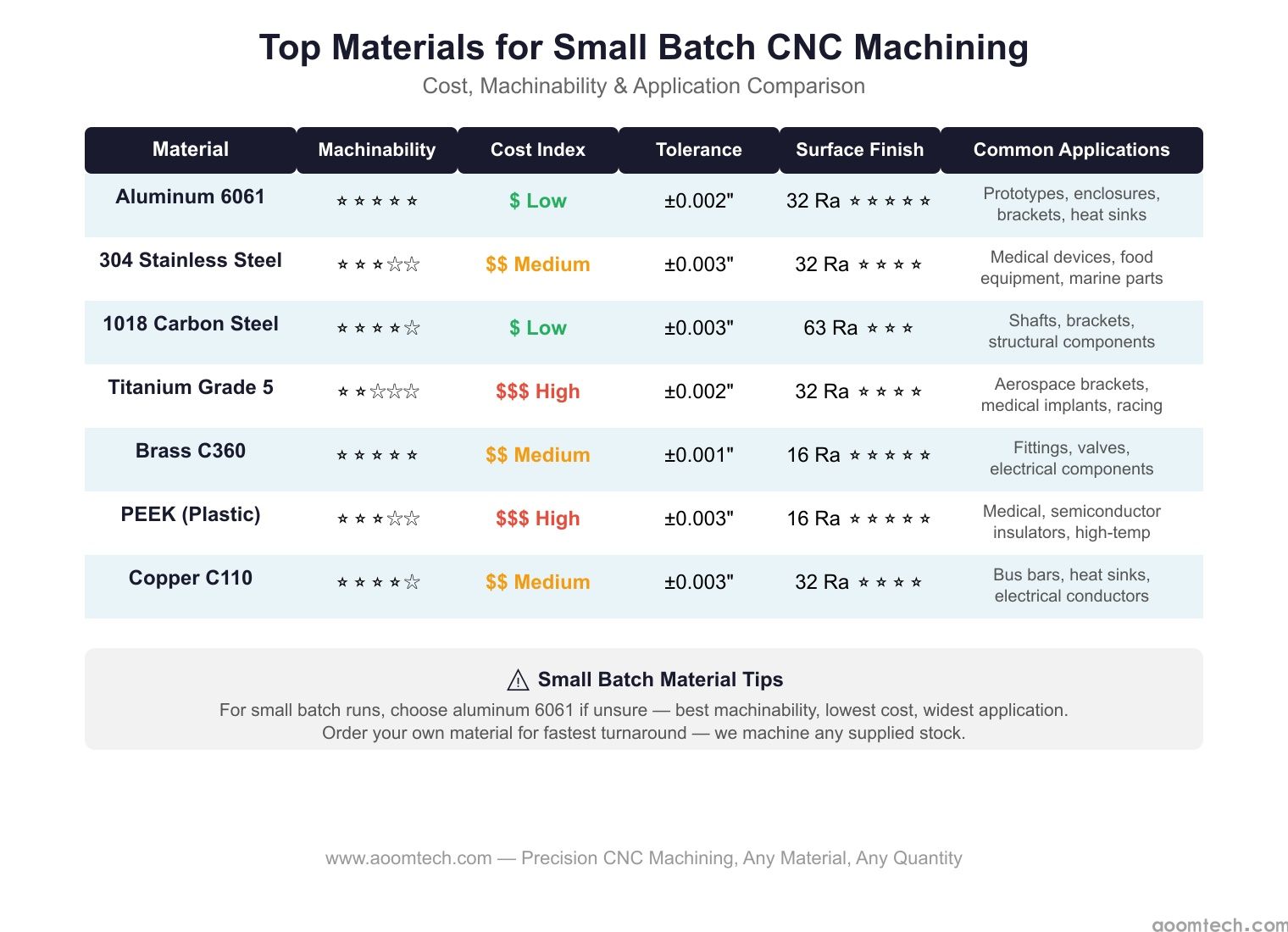
Materials Available for Low-Volume Runs
Small batch CNC shops run almost every engineering material. Most common: Aluminum 6061/7075, Stainless 303/304/316, Carbon Steel 1018/4140, Titanium Ti-6Al-4V, Plastics Delrin/PEEK/Nylon, and Brass C360.
Typical Lead Times
Simple 2.5D parts: 3–5 business days. Complex milled parts: 7–12 days. 5-axis parts: 10–18 days. Turned parts with milling: 5–8 days. Material long lead items add 3–7 days. 💎
Tolerances You Can Expect
Standard commercial tolerance: ±0.005". Good shops hold ±0.002" without extra cost. Tight features go to ±0.0005" with CMM report. Surface finish: Ra 63 is standard, Ra 32 routine with wiper inserts, Ra 16 takes an extra spring pass. 🔬
Design Tips for Small Batch
Design pocket radii around standard end mill diameters (3/6/10/12/20mm). Keep depth no more than 4x tool diameter in aluminum, 2x in steel. Avoid sharp internal corners. A true position callout of 0.010" is free; at 0.003" costs jump significantly. ⚠️
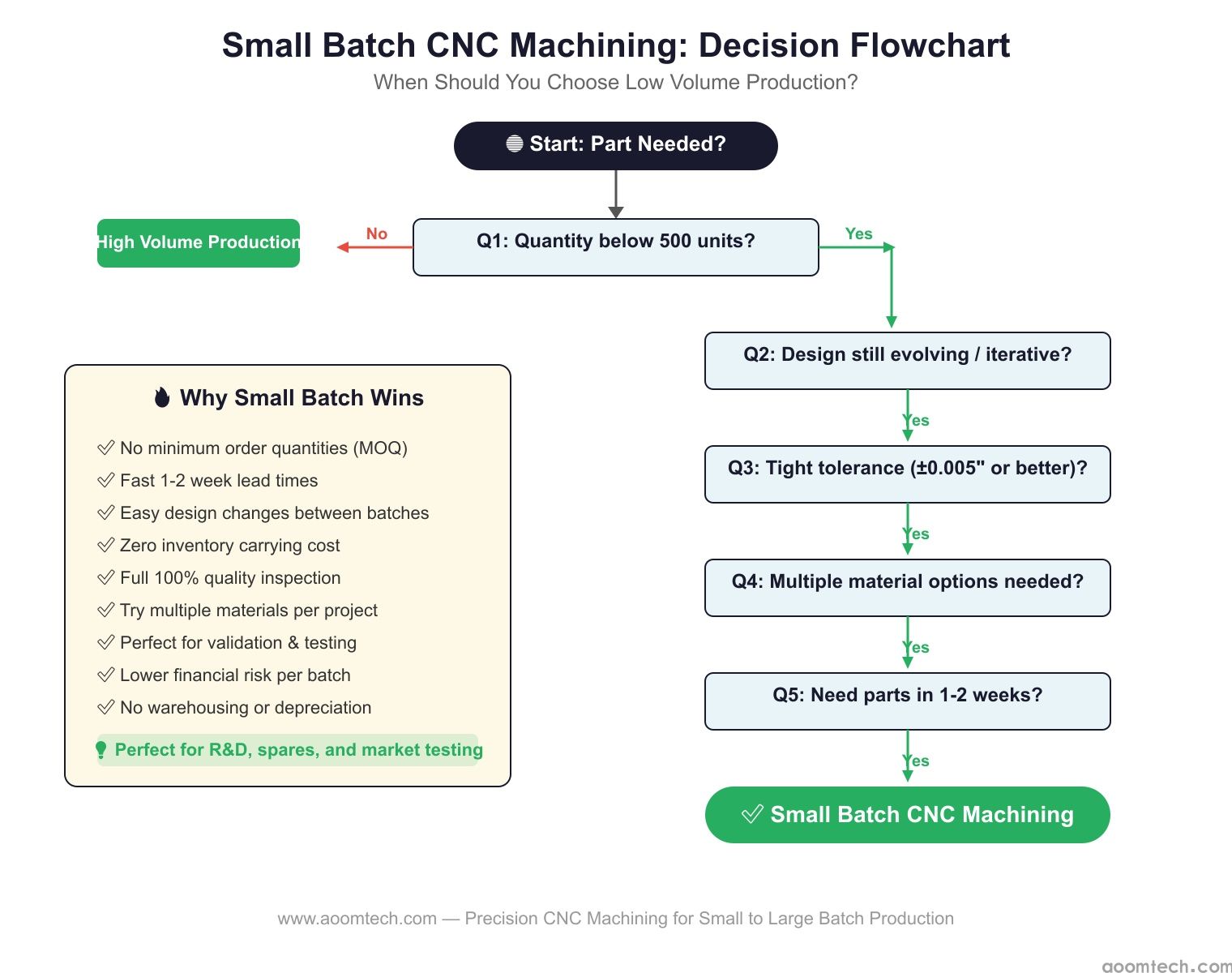
When to Choose Small Batch
✅ Prototypes and functional testing. ✅ Bridge production while tooling arrives. ✅ Low-volume products that never hit 10,000 units. ✅ Engineering changes and revisions. ❌ Not for commodity parts where unit cost is the only factor. ❌ Not for parts better suited to molding.
Quality in Small Batch Runs
Quality starts with first-article inspection on CMM. In-process checks every 5th or 10th part. Tool-wear monitoring catches finish changes before size changes. Spindle runout under 0.0002" and ball screw backlash compensated in the control. Full inspection report shipped with every order. 🛠️
Cost Breakdown
Setup & Programming: 25-35% of total. Machine Time: 30-45%. Material: 15-25%. Inspection: 5-10%. Deburr & Finishing: 5-10%. Double your order from 50 to 100 parts and per-unit cost drops ~20-30%. 🔥
Final Thoughts
Small batch CNC machining fills a critical gap — production-grade parts without production-scale commitments. Send a clean drawing with standard tolerances, avoid custom tool diameters, and leave tight true position callouts where they matter. That's how you get quality parts fast and on budget. 💎
 Small Batch CNC Machining: Low
Small Batch CNC Machining: Low
 CNC Machining Plastic Parts: P
CNC Machining Plastic Parts: P
 CNC Machining Prototype Servic
CNC Machining Prototype Servic
 CNC Machining for Renewable En
CNC Machining for Renewable En