


CNC Machining Prototype Service: Rapid Prototyping for Custom Parts
What You Get with a CNC Machining Prototype Service
You need functional prototypes — and you need them fast. Not a 3D printed stand-in that melts during assembly testing. Not a hand-machined one-off with questionable tolerances. A CNC machining prototype service delivers real production-grade metal or plastic parts, machined from the same materials you'll use in final production, with the same surface finishes and the same mechanical properties.
That's the whole point. You test what you'll actually produce.
Why CNC for Prototypes Instead of 3D Printing?
3D printing is great for form-fit models. But the material properties don't match. Layer lines create stress concentrations. Surface finish requires post-processing that alters dimensions. And if you're testing threaded inserts, press-fit joints, or sealing surfaces — forget it.
CNC machined prototypes use the actual material. 6061-T6 aluminum prototypes behave like 6061-T6 aluminum production parts. Same tensile strength, same thermal expansion, same machinability characteristics for secondary operations. That matters when your validation testing includes thermal cycling, vibration, or pressure testing.
Plus, CNC gives you real surface finishes. Ra 0.8 µm? No problem. Mirror finish on a sealing surface? Done. Threads that actually gauge correctly? Every time. These aren't things a printer can deliver consistently.
How Fast Can You Get CNC Machined Prototypes?
Typical turnaround for CNC prototype service is 3-10 business days. Depends on complexity, quantity, material availability, and current shop capacity.
Here's what affects lead time the most:
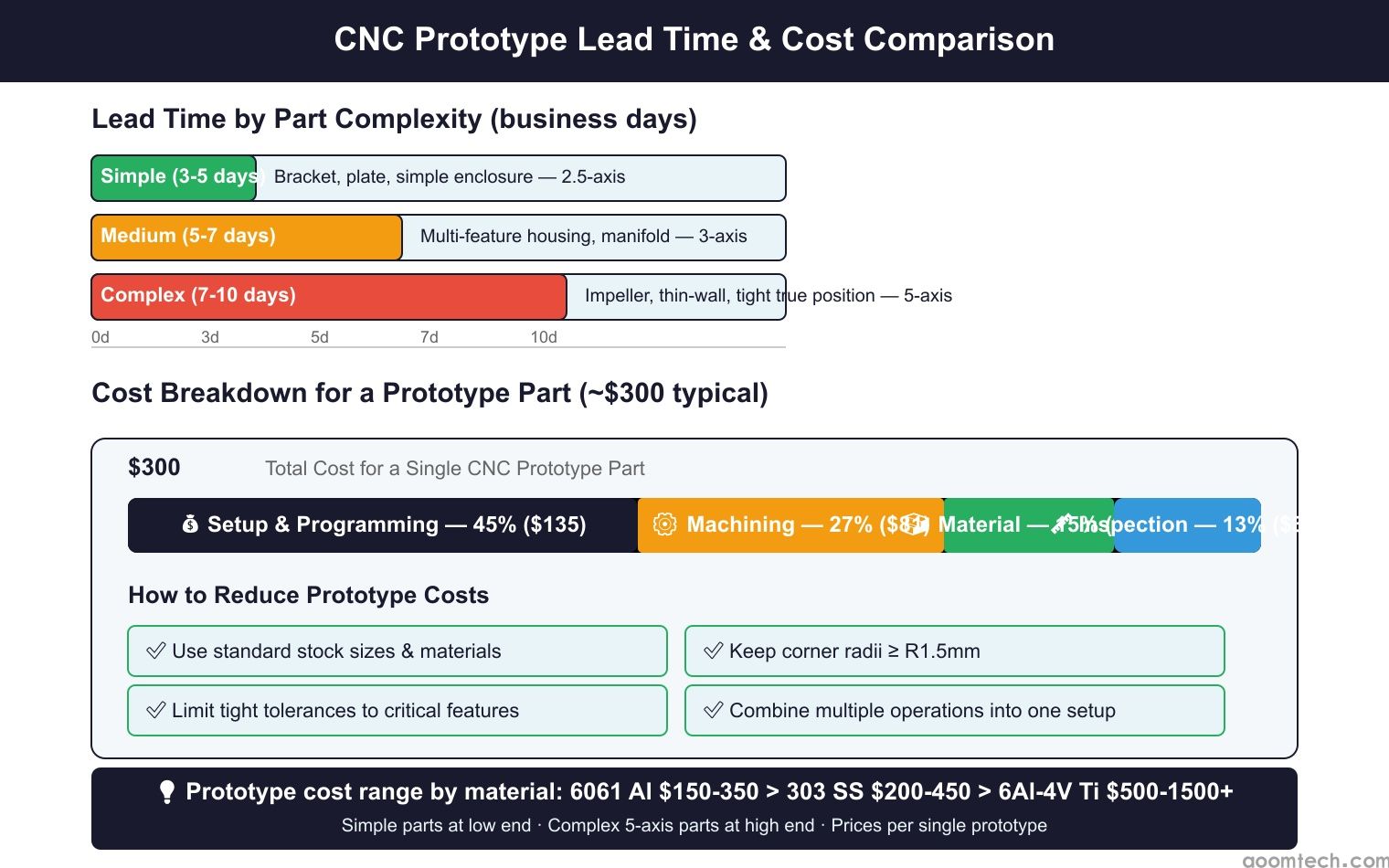
Part complexity. A simple bracket with 4 holes and a pocket — 3-5 days. A 5-axis impeller with thin walls and tight true position callouts — 7-10 days. More setups, more CAM programming, more inspection points.
Material sourcing. Common stock like 6061 aluminum, 303 stainless, or 12L14 steel is on the shelf. Exotic materials — Inconel, titanium, PEEK, Ultem — need to be ordered. Add 2-3 days for material procurement.
Quantity. One prototype is fast. Five iterations with design changes between each? That's a longer timeline because each revision means new CAM, new setup, new inspection.
Quick Turnaround Options
Need it faster? Some prototype services offer expedited machining — 24-48 hour turnaround for simple geometries. You pay a premium, but when your product launch depends on test results, it's worth it.
Things that help speed things up: provide a fully dimensioned 2D drawing alongside your 3D CAD. Note critical tolerances explicitly. Use standard stock sizes. Avoid unnecessary surface finish requirements on non-functional faces.
Materials for CNC Machined Prototypes
You have options. Lots of them. Here's what gets used most often for prototypes:
Aluminum (6061-T6, 7075-T6, 2024) — The workhorse. Machines beautifully, good strength-to-weight ratio, easy to anodize. 6061-T6 is the default for 80% of prototypes. 7075 when you need higher strength without switching to steel.
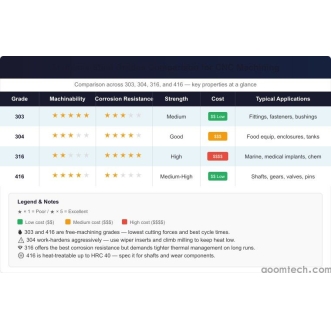
Stainless Steel (303, 304, 316, 17-4) — 303 is the easiest to machine, great for prototypes that need corrosion resistance. 316 for medical or marine applications. 17-4 precipitation-hardened for high strength.
Carbon Steel (1018, 4140, 1215) — 1215 is free-machining, fast to cut. 4140 for prototypes that need hardness after heat treat. 1018 for weldable prototype assemblies.
Brass (C360, C260) — Extremely machinable. Great for electrical connectors, fittings, decorative prototypes. C360 is free-cutting brass — among the fastest materials to machine.
Engineering Plastics (Delrin/Acetal, Nylon, PEEK, PTFE) — Delrin for dimensional stability and low moisture absorption. Nylon for wear resistance. PEEK for high-temperature applications up to 260°C continuous service. PTFE for chemical resistance and low friction.
Titanium (Grade 2, Grade 5/6Al-4V) — Grade 5 is everywhere in aerospace and medical implants. Harder to machine — expect longer lead times and higher cost. But when you need biocompatibility or an exceptional strength-to-weight ratio, nothing else compares.
Cost: What Does CNC Prototype Service Run?
Ballpark numbers for single prototype parts:
Simple 2.5-axis part in 6061 aluminum, 50x50x25mm — $150-350. Same part in 303 stainless — $200-450. Complex 5-axis part with tight tolerances — $500-1500+.
These aren't production prices. Prototype machining involves more setup time, more operator attention, more inspection. The cost breaks down like this:
🔧 Setup & programming (40-50%) — CAM programming, fixture design, tool selection, machine setup. This is the biggest chunk and it's a fixed cost — doesn't change much whether you make 1 part or 10.
🔩 Material (10-15%) — Raw stock plus any special order costs. Standard materials are cheap, exotics are not.
⚙️ Machining time (25-30%) — Actual spindle time. Depends on material hardness, feature complexity, toolpath strategy. A high-feed roughing pass on aluminum is fast. Finishing a thin-walled titanium part with wiper inserts at conservative stepover? Slow.
📏 Inspection (10-15%) — First article inspection, critical dimension verification, CMM or vision system measurement. For tight tolerance prototypes, expect full dimensional reporting.
Design for Prototyping: What Makes a Difference
You can save money and time by designing with prototyping in mind. Here's what matters:
Avoid deep pockets with tight corners. Every inside corner has a radius equal to the cutter diameter. A sharp corner (0 radius) means EDM or a separate operation. Keep internal corner radii above R1.5mm for standard end mills and you avoid this cost entirely.
Watch your wall thickness. Thin walls vibrate during machining — that causes chatter marks, dimensional variation, and potential tool breakage. For aluminum, keep walls above 0.040" (1mm). For stainless and titanium, 0.060" (1.5mm) minimum. Thicker if the wall height exceeds 5x the thickness.
Standardize thread sizes. M6, M8, 1/4-20, #10-32 — these are common. M6x0.75 or 3/8-32? Special taps, more cost, longer lead time. Stick with standard threads for prototypes unless you have a specific reason not to.
Don't over-tolerance everything. Only call out what matters. A general tolerance of ±0.1mm is free. ±0.025mm takes more setup, more inspection, more cost. Put tight tolerances on mating surfaces and functional features only. Let everything else breathe.
DFM Feedback: The Hidden Value of Prototype Machining
This is where a good CNC machining prototype service earns its keep. After machining your first batch, an experienced shop gives you DFM (Design for Manufacturing) feedback. Not generic tips — specific observations about your specific design.
Things like: "This 0.5mm wall thickness caused deflection during finishing — consider increasing to 1mm or adding a support rib." Or: "This stepped hole sequence requires three tool changes — combining diameters reduces setup and cost." Or: "The true position on these four mounting holes is ±0.01mm — can we open it to ±0.05mm and save 30% on inspection?"
This feedback directly improves your production design. Every issue caught at prototype stage is one less issue in production. And the cost? Typically free as part of the prototype service.
Iteration Cycles: Why Multiple Rounds Matter
Rarely does the first prototype get everything right. Plan for 2-3 iteration cycles. First round validates basic geometry and fit. Second round incorporates DFM changes and tests functional improvements. Third round — if needed — locks in the design for production tooling.
Each iteration gets faster because the CAM is already written, the material strategy is proven, and the inspection plan is established. Second round might be 30-40% cheaper and faster than the first.
Quality Checks on CNC Prototypes
A professional CNC machining prototype service should provide:
✅ First Article Inspection (FAI) — Complete dimensional verification of the first part against your drawing. Covers every called-out dimension. Typically documented in an AS9102 or similar format.
✅ Material Certification — Mill test reports for metal prototypes. Composition verification, mechanical property data. Traceability back to the original heat or lot.
✅ Surface Finish Measurement — Ra values measured with a profilometer, not estimated. If you spec Ra 0.8 µm, you should see the reading.
✅ CMM Inspection Reports — For critical features with tight true position or profile tolerances. Coordinate measuring machine data is the standard for GD&T verification.
✅ Visual Inspection — Edge break condition, burr removal, surface defects. Good prototype shops have defined acceptance criteria, not just "looks okay."
CNC Prototyping for Different Industries
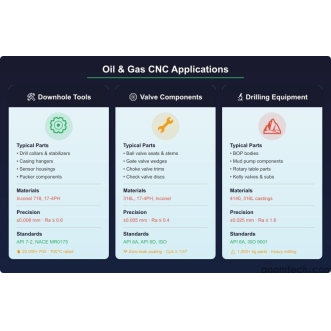
Aerospace. AS9100-certified prototype service. Materials like 7075-T6, 6Al-4V titanium, Inconel 718. Tight tolerances, full traceability, first article reports. Typical parts: brackets, housings, manifolds, structural components.
Medical devices. ISO 13485 quality system. 316L stainless, titanium Grade 5, PEEK, UHMWPE. Implant-grade prototypes require certified material and documented process control. Surface finish matters — Ra 0.4 µm or better for tissue-contact surfaces.
Automotive. Fast turnaround, often 3-5 days. 6061-T6 and 7075 for lightweight prototypes. 4140 and 4340 for drivetrain test parts. Thread gauging and true position on bolt patterns is critical — nobody wants a bellhousing that doesn't bolt up.
Robotics. Complex geometries, tight envelope constraints. 5-axis machining is common for robotic arm components, end-effector tooling, and sensor mounts. Materials range from 7075 aluminum for structural arms to Delrin for lightweight links.
Consumer electronics. Thin walls, fine features, cosmetic finishes. 6061 aluminum enclosures, brass connectors, stainless steel structural frames. Surface finish is both functional and aesthetic — a matte bead-blasted finish hides fingerprints while meeting thermal dissipation requirements.
How to Choose a CNC Machining Prototype Service
Not all prototype shops are the same. Here's what to ask:
🔹 What CAM software do you use? — Modern CAM like Mastercam, NX, or Fusion 360 with high-speed toolpath strategies means faster machining and better surface finish.
🔹 What's your typical prototype lead time? — Get a real answer, not a sales number. Ask for examples of similar parts and their actual delivery times.
🔹 Do you provide DFM feedback upfront? — A good shop reviews your model before quoting and flags potential issues. If they just give you a price without comments, they're not doing the full job.
🔹 What inspection equipment do you have? — CMM, optical comparator, vision system, surface profilometer. The answer tells you how thoroughly they can verify your parts.
🔹 Can you handle secondary operations? — Anodizing, passivation, heat treatment, plating, welding. If you need post-machining processes, find a service that manages the full supply chain. Sending parts to a separate finisher adds cost, delay, and risk.
Getting Started with Your Prototype
Send your 3D CAD file (STEP, IGES, or native format) and a 2D PDF with critical tolerances called out. The shop will review, quote, provide DFM notes, and get started. Most services offer free design review — take advantage of it.
One more thing — don't expect production tolerances on prototype parts without paying for them. If your production spec calls for ±0.01mm on a feature, you can get that on prototypes too. But it costs more and takes longer. For prototype validation, consider relaxing non-critical tolerances to ±0.1mm and tightening only what matters for your testing.
Because at the end of the day, you're testing function, not chasing numbers.
 CNC Machining Prototype Servic
CNC Machining Prototype Servic
 CNC Machining for Renewable En
CNC Machining for Renewable En
 CNC Machining for Oil and Gas:
CNC Machining for Oil and Gas:
 CNC Machining Stainless Steel:
CNC Machining Stainless Steel: