


CNC Machining for Oil and Gas: Precision Components for Drilling, Valves & Downhole Tools
Oil & gas operations face extreme pressures, corrosive well fluids, and temperatures that push standard manufacturing to its limits. That's why precision CNC machining isn't optional — it's the baseline. From a valve body holding 15,000 PSI to a downhole component surviving H₂S exposure, every micron of tolerance determines whether the tool lasts a season or fails mid-run. Climb milling with wiper inserts on a rigid VMC keeps Ra values below 0.8 µm, while CMM inspection validates GD&T callouts down to ±0.005 mm. In this world, thermal drift and spindle runout aren't minor defects — they're field failures waiting to happen. 🔥
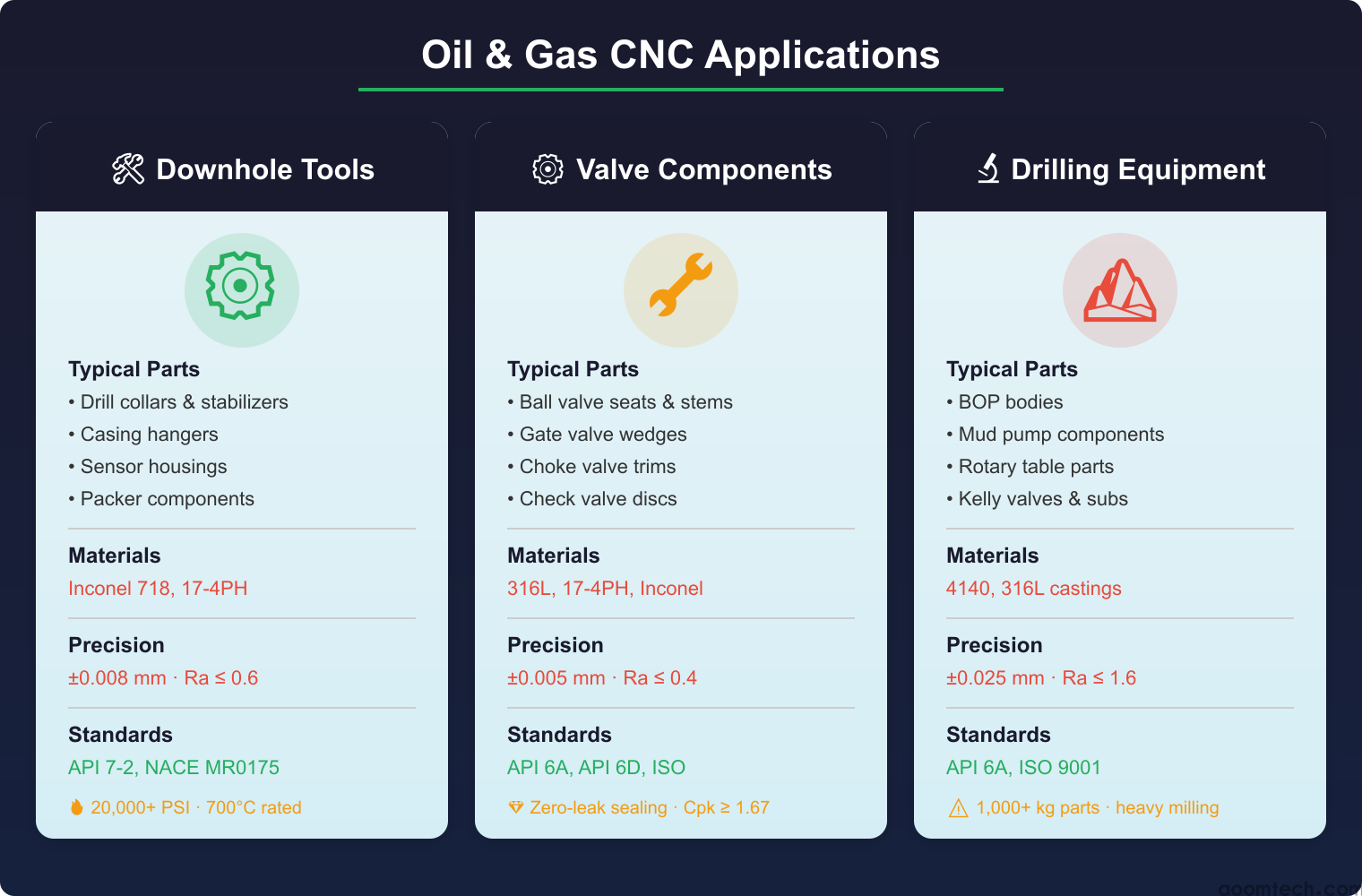
Key Applications of CNC Machining in Oil & Gas
🛠️ Downhole Tools
Downhole tools face the harshest environment in the wellbore — high-temperature drilling mud, abrasive cuttings, and pressures above 20,000 PSI. Components like drill collars, stabilizers, and casing hangers require machining from Inconel 718 or 17-4PH stainless to resist pitting and sulfide stress cracking. The finishing pass on these parts demands consistent stepover control — a 0.25 mm radial engagement with ball-nose end mills, chip thinning factored in, to avoid work hardening.
⚙️ Valve Components
Ball valves, gate valves, choke valves — every sealing surface must hold zero leakage at rated pressure. We machine seat rings and stems to Cpk ≥ 1.67, with surface finishes hitting Ra 0.4 µm or better. Wiper inserts on the finish pass reduce built-up edge and keep the seal face geometry stable. Fixture deflection is the enemy here — we over-locate critical features and indicate runout before the spindle spins.
🔬 Drilling Equipment
Rotary table components, mud pump parts, and blowout preventer (BOP) bodies rely on heavy milling of 4140 and 316L castings. These are large parts — some exceeding 1,000 kg — so ball screw backlash compensation and thermal drift monitoring become non-negotiable. We rough with high-feed mills at 0.8 mm stepover, then let the part stabilize before the semi-finish pass.
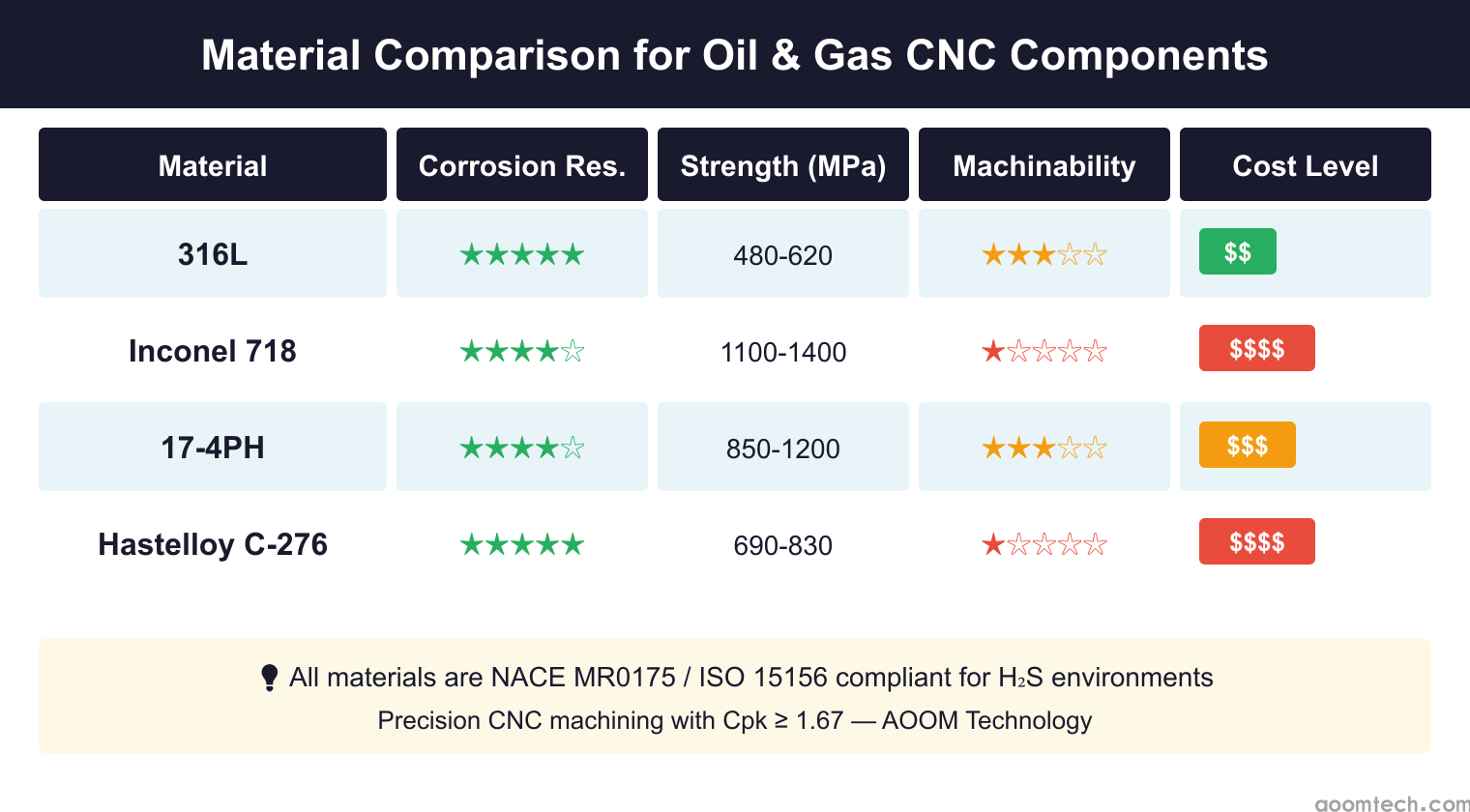
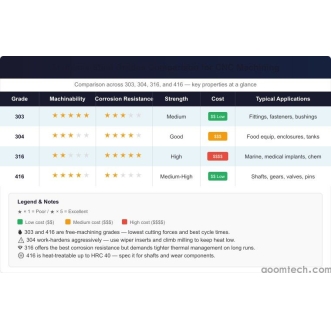
Material Selection for Oil & Gas Components
Material choice directly impacts service life downhole. Here's how we match alloys to applications:
Inconel 718 💎 – The go-to for high-temperature downhole tools. Excellent creep resistance up to 700°C, but tough on tooling. We run carbide grades with AlTiN coating at reduced SFM and climb mill to dissipate heat.
17-4PH (H900) ✅ – Great balance of strength and corrosion resistance for valve stems and actuator components. Post-machining aging gets hardness to 44 HRC, which reduces galling on mating threads.
316L 🔥 – Work-hardens fast. We keep the chip load above 0.05 mm/tooth and never dwell — dwelling burns the surface and creates built-up edge. Used extensively in surface equipment and piping components.
Hastelloy C-276 ⚠️ – Selected when chlorides and wet H₂S are present. Its nickel-chromium-molybdenum matrix resists localized corrosion, but the work-hardening rate demands rigid setups and positive rake geometries.
Surface Finishing for Corrosion Resistance
Raw machined surfaces won't survive downhole. We apply:
• Electroless nickel plating – Uniform thickness even on complex IDs. Adds wear resistance and prevents galvanic corrosion.
• Passivation – For 316L and 17-4PH, removes free iron and restores the chromium oxide layer. Essential before NACE-compliant service.
• Tungsten carbide coatings – HVOF-applied on seal faces and stem bores. Hardness above 1,100 HV, resists erosion from abrasive well fluids.
• Chromate conversion – For aluminum components in non-sour service, adds a thin barrier against atmospheric corrosion during transport and storage.
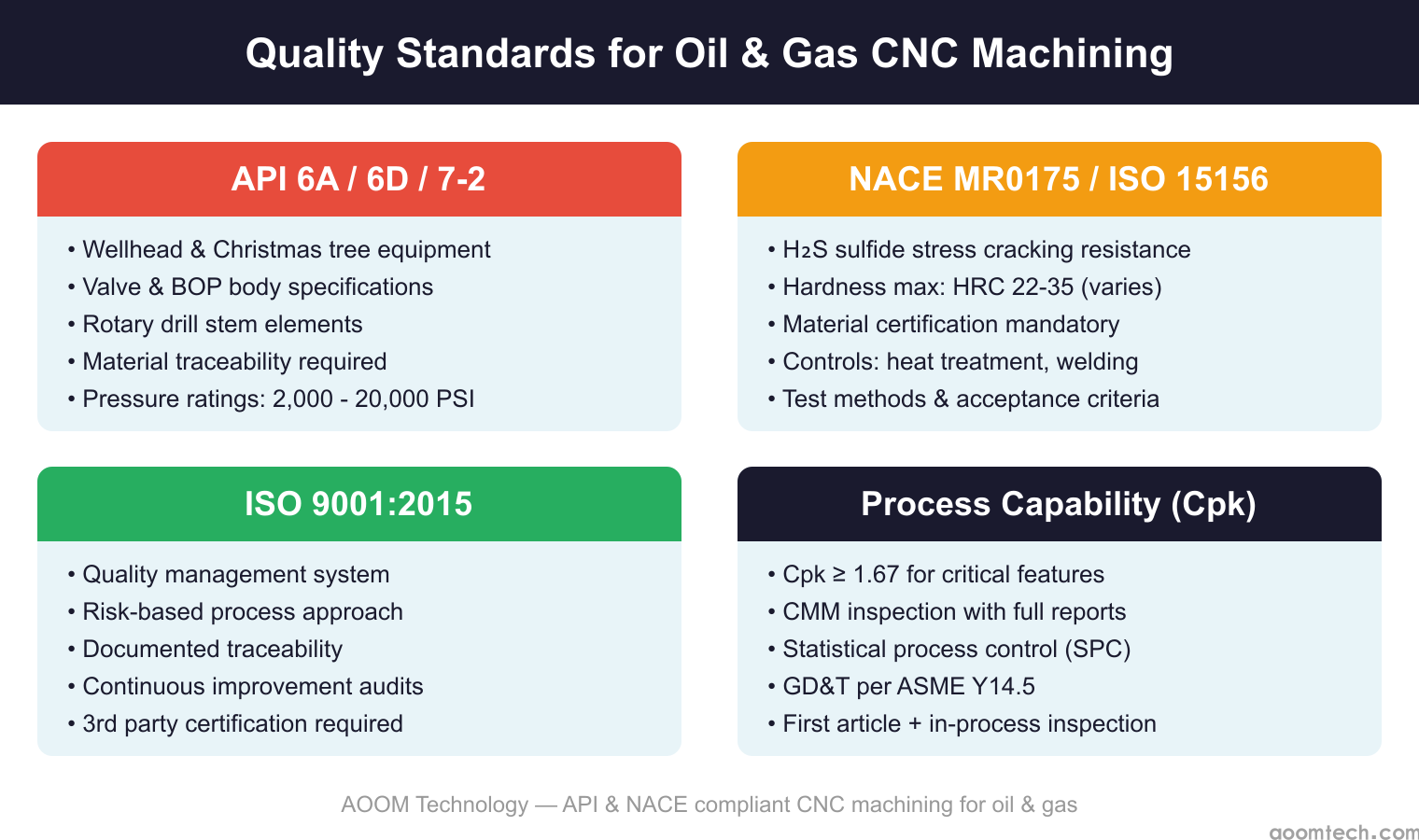
Precision Requirements & Quality Standards
Oil & gas equipment is regulated, and certification is a deliverable. Key standards we work to:
API 6A – Wellhead and tree equipment. Material traceability, NDE requirements, pressure testing thresholds.
API 6D – Pipeline valves. Defines shell and seat leakage tests, design validation, and repair criteria.
API 7-2 – Thread inspection for rotary drill stem elements. All thread forms verified on a contour CMM — no go/no-go gauges alone.
NACE MR0175/ISO 15156 – Mandatory for H₂S environments. Restricts hardness (≤ 22 HRC for carbon steel, ≤ 35 HRC for 17-4PH) and mandates specific heat treat cycles.
ISO 9001:2015 – Our quality management backbone. Every CMM report, material cert, and dimensional log is traceable per part serial number.
On the shop floor, this means every setup includes thermal stabilization — we let the machine reach operating temperature before cutting critical features. Spindle runout is checked daily with a test bar and indicator. Post-process, CMM reports include Cpk calculations so customers see process capability, not just pass/fail.
Why AOOM for Oil & Gas CNC Parts
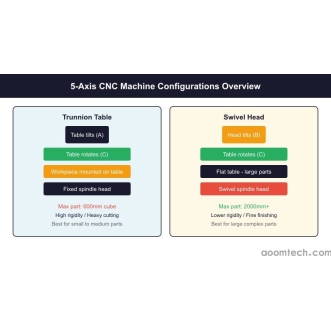
We've delivered precision machined components for downhole assemblies, API 6A valve bodies, and subsea connector hardware. Our shop runs 5-axis VMCs and multi-axis lathes capable of holding ±0.005 mm on complex geometries.
✅ In-house CMM inspection with full GD&T reporting
✅ Material sourcing with full traceability (MTRs included with every order)
✅ NACE MR0175 / API 6A / ISO 9001 compliance
✅ Experience with Inconel, Hastelloy, 17-4PH, 316L, and titanium alloys
✅ Competitive lead times — toolpath optimization reduces cycle time without sacrificing surface finish
Whether you need 50 pieces of a downhole connector or a production run of valve seats, we apply the same rigor: fixture deflection analysis, thermal drift compensation, and CMM-validated results. Contact AOOM for your next oil & gas CNC project. 🔥
 CNC Machining for Oil and Gas:
CNC Machining for Oil and Gas:
 CNC Machining Stainless Steel:
CNC Machining Stainless Steel:
 CNC Machining for Semiconducto
CNC Machining for Semiconducto
 5-Axis CNC Machining: A Comple
5-Axis CNC Machining: A Comple