


CNC Machining Stainless Steel: Grades, Machinability & Surface Finishing Guide
CNC Machining Stainless Steel: Grades, Machinability & Surface Finishing Guide
Can you CNC machine stainless steel? Absolutely — but not all grades cut the same. Stainless steel is a staple in aerospace, medical, food processing, and automotive applications because it delivers corrosion resistance, strength, and biocompatibility. But let's be real: it also brings work hardening, thermal drift, and tool wear headaches that keep machinists up at night. This guide breaks down the common grades, their real-world machinability, cutting parameters that actually work, and finishing options that turn a good part into a great one. Whether you're a procurement manager RFQ-ing 304 parts or an engineer speccing 316L for a pharmaceutical line, you'll walk away knowing exactly what to expect.
Key Grades of Stainless Steel for CNC Machining
Every stainless steel grade has a personality. Pick the wrong one and you're fighting the material the whole way. Here are the four you'll see most often on a shop floor:
303 Stainless Steel 🔧
The free-machining champion. Sulfur is added to break chips cleanly, which drops cutting forces and gives you a mirror Ra finish with fewer finishing passes. Ideal for high-volume fittings, nuts, and bushings. Downside: reduced corrosion resistance compared to 304 — skip it for saltwater or acidic environments.
304 Stainless Steel
Workhorse of the industry. Excellent weldability, good corrosion resistance, decent strength. But 304 work-hardens fast — if your stepover is too small or your feed lags, that gummy layer turns into a nightmare for tool life. Use wiper inserts and climb milling to keep the cut zone cool.
316 Stainless Steel
The marine-grade MVP. Added molybdenum fights chlorides like a champ, making 316 the go-to for medical implants, chemical vessels, and coastal hardware. ⚠️ Captures heat — expect thermal drift on long runs. CMM verification after roughing is smart practice.
416 Stainless Steel ⚙️
Heat-treatable and the most machinable stainless after 303. Good for shafts, valves, and gears where you need hardness after heat treat. Lower corrosion resistance means it needs a coating or passivation if exposed to moisture.
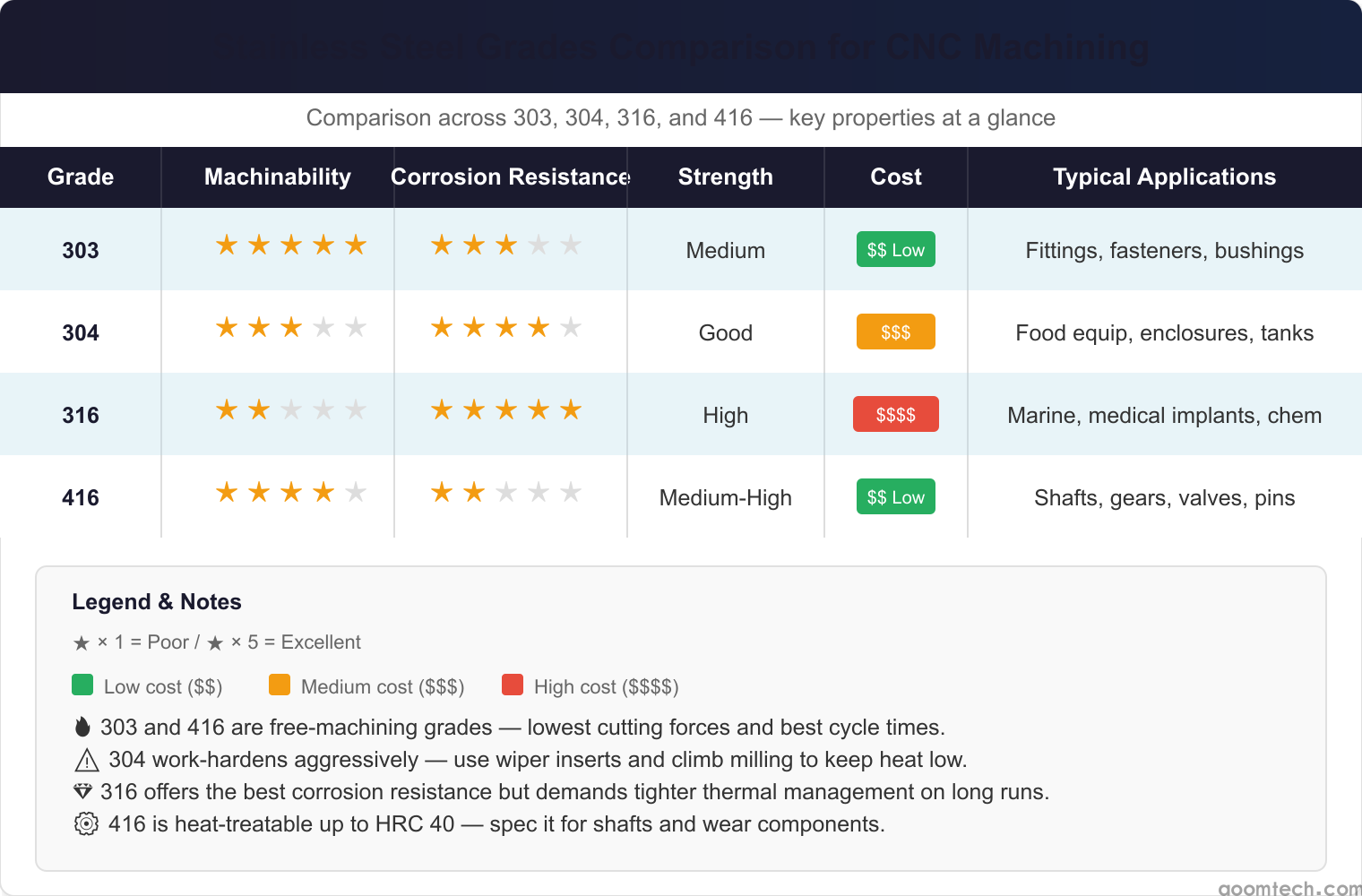
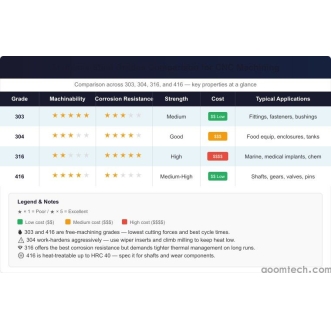
| Grade | Machinability | Corrosion Resistance | Cost Level | Best For |
|---|---|---|---|---|
| 303 | ★★★★★ | ★★★☆☆ | $$ | Fittings, fasteners |
| 304 | ★★★☆☆ | ★★★★☆ | $$$ | Food equipment, enclosures |
| 316 | ★★☆☆☆ | ★★★★★ | $$$$ | Marine, medical, chemical |
| 416 | ★★★★☆ | ★★☆☆☆ | $$ | Shafts, valves, gears |
Machinability of Stainless Steel Grades
Here's the raw truth about machinability ratings. 303 and 416 sit at the top — they're designed to cut freely. 304 and 316 are where the challenge lives. The main culprit? Work hardening. Every time the tool rubs instead of shears, the surface layer hardens and the next pass gets tougher.
How machinability affects your process:
Tool wear: Harder grades (316, hardened 416) chew through carbide inserts faster. Ceramic or CBN inserts help on finishing passes where surface finish tolerances are tight.
Cpk stability: With 304/316, expect thermal drift on long cycles — the part grows while it's clamped. A roughing + rest pass strategy holds GD&T callouts much better.
Fixture deflection: Higher cutting forces in 304/316 mean you need beefier workholding. Thin-walled parts will push — account for it in your CAM toolpath.
💎 Pro tip: Run climb milling as your default. It shears the material cleanly and reduces the work-hardened layer width. Conventional milling pushes the chip into the uncut surface — that's how built-up edge kills your Ra.
Recommended Cutting Parameters
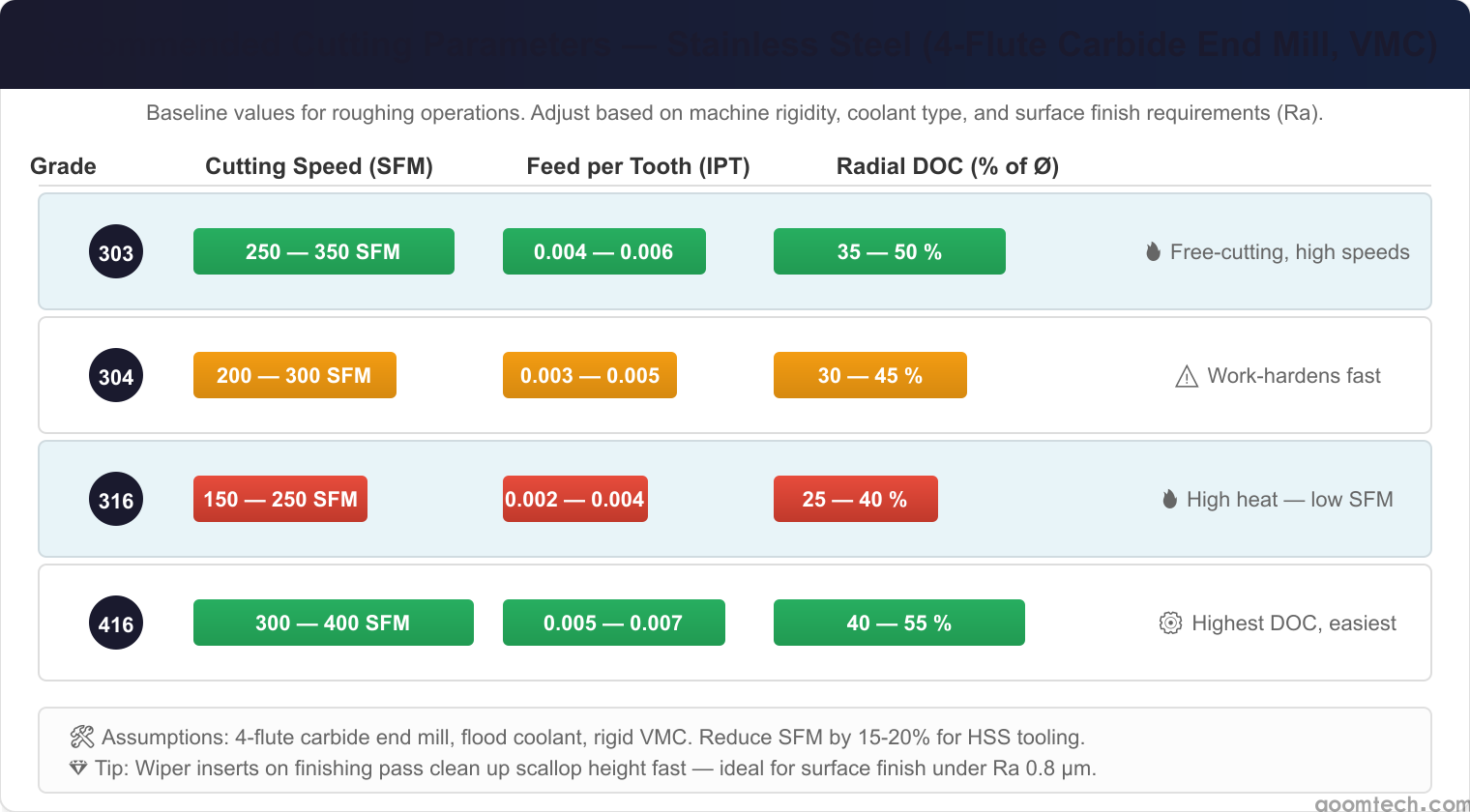
Your feeds and speeds need to match the grade. Here's a baseline for 4-flute carbide end mills on a VMC:
| Grade | Cutting Speed (SFM) | Feed per Tooth (IPT) | Depth of Cut (radial) |
|---|---|---|---|
| 303 | 250-350 | 0.004-0.006 | 35-50% of tool Ø |
| 304 | 200-300 | 0.003-0.005 | 30-45% of tool Ø |
| 316 | 150-250 | 0.002-0.004 | 25-40% of tool Ø |
| 416 | 300-400 | 0.005-0.007 | 40-55% of tool Ø |
🛠️ A few field notes:
Keep the radial engagement (stepover) around 30-40% to manage heat. Too small and you're burnishing, not cutting.
Wiper inserts on the finishing pass clean up scallop height fast — especially for surface finish specs under Ra 0.8 µm.
Ball screw backlash becomes visible on 316 contouring. Compensate in your post-processor or use a CMM offset map.
Spindle runout above 0.01 mm kills tool life on stainless. Check it before the job.
Surface Finishing Options for Stainless Steel Parts
A machined stainless part isn't finished until it looks and performs right. Here's how the options stack up:
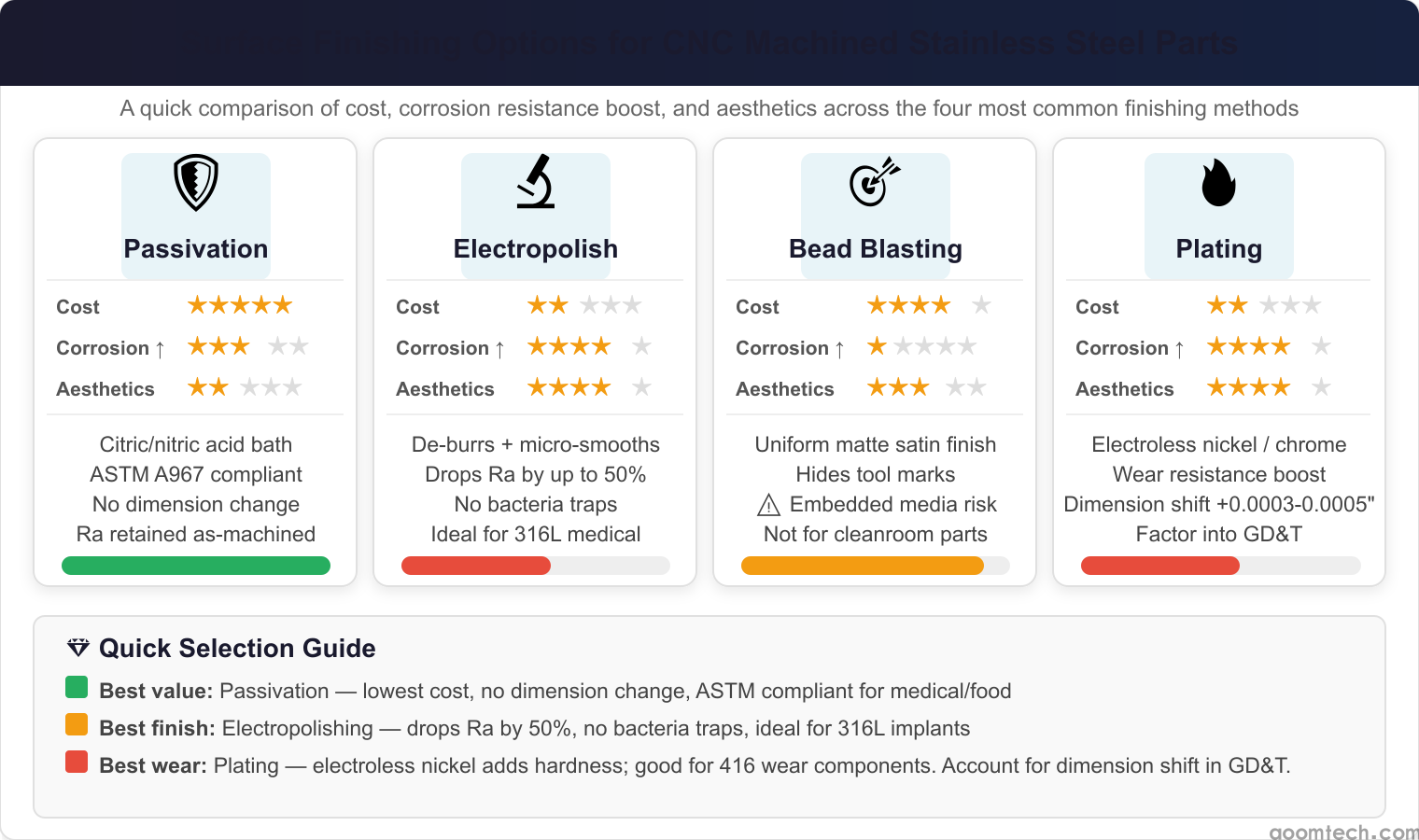
Passivation 🛡️
Citric or nitric acid bath removes free iron and restores the passive chromium oxide layer. Required for medical and food-grade parts per ASTM A967. Doesn't change dimensions — finishes as-machined.
Electropolishing 🔬
De-burrs, micro-smooths, and boosts corrosion resistance. Drops Ra by up to 50%. Great for 316L parts that need no bacteria traps. Cost per part is higher but worth it for high-Cpk medical components.
Bead Blasting
Gives a uniform matte satin finish. Hides tool marks and vibration lines. Costs less than electropolishing but can leave embedded media — not ideal for cleanroom parts.
Plating 🔥
Electroless nickel or chrome plating adds hardness and changes the surface properties. Useful for 416 parts that need wear resistance boost. Dimension shift — factor 0.0003-0.0005" per side into your GD&T.
Common Challenges in Stainless Steel Machining
Let's talk about what goes wrong — because knowing the failure modes keeps you ahead of scrap.
⚠️ Work hardening: The top cause of broken inserts and rejected parts in 304 and 316. Solution — keep feed per tooth consistent, never let the tool dwell, and use sharp geometries. A dull tool is a work-hardening machine.
🔥 Thermal drift: Stainless holds heat. On a long cycle, the part expands while clamped, then shrinks after unclamping. Result — out-of-tolerance features you didn't expect. Rough air-cut or let it soak coolant between phases.
Fixture deflection: Thin-flange 316 parts push under load. Use hydraulic or toggle clamps with solid back support. Check indicator deflection before each op — 0.001" of push = 0.001" of error.
Surface finish variation: Chatter from spindle runout or ball screw backlash shows up as visible lines on a satin-finish bead-blasted part. Dial in your VMC spindle, check the drawbar, and use a light finishing pass with a sharp wiper insert.
Why Choose AOOM for Your Stainless Steel CNC Parts
At AOOM Technology, we don't just push the green button and hope for the best. Every stainless steel job gets a full CAM review — toolpath optimization, fixture design review, and GD&T risk assessment before chips fly.
Here's what we bring:
🥇 10+ years machining 303, 304, 316, and 416 across medical, automotive, and food-grade applications
🔬 CMM inspection with full dimensional reports — ISO 2768 or your own GD&T standard
⚙️ Low thermal drift process — rough + rest pass strategy holds ±0.0005" on 316 long parts
🛠️ Surface finishing in-house — passivation and bead blasting with no middleman delays
💎 Fast DFM feedback — upload your CAD and we'll flag work hardening risks or tool access issues before quoting
Ready to quote your stainless steel parts? Contact AOOM for a DFM review within 24 hours.
Tags: CNC machining stainless steel, 304 machinability, 316 machining tips, surface finish Ra, passivation stainless steel, CNC milling stainless, stainless steel grades comparison, electropolishing CNC parts, VMC stainless steel parameters, AOOM Technology.
 CNC Machining for Oil and Gas:
CNC Machining for Oil and Gas:
 CNC Machining Stainless Steel:
CNC Machining Stainless Steel:
 CNC Machining for Semiconducto
CNC Machining for Semiconducto
 5-Axis CNC Machining: A Comple
5-Axis CNC Machining: A Comple