


CNC Machining for Renewable Energy: Precision Parts for Solar, Wind & Energy Storage Systems
CNC Machining for Renewable Energy
Renewable energy equipment lives outdoors for 20–30 years. Solar trackers, wind turbine gearboxes, battery cooling plates—every single part has to survive sand, salt spray, thermal cycling, and vibration. That’s why CNC machining for renewable energy is non-negotiable. Tight tolerances, repeatable quality, and material traceability separate a system that runs for decades from one that fails at year three.
Why Renewable Energy Needs Precision CNC Parts
A solar tracker gearbox that jams at the wrong angle costs 15–20% of daily yield. A wind turbine blade pitch mechanism that drifts out of position can trigger a full system shutdown. These aren’t theoretical risks—they happen when parts aren’t machined to spec.
Production volume in renewables is climbing fast, but this isn’t consumer electronics. You can’t injection-mold a battery busbar and expect it to carry 300 amps without hot spots. You need a machined part with proper surface finish, controlled burrs, and verified conductivity.
The core problem: renewable energy systems combine electrical, thermal, and mechanical loads in one assembly. A part might carry current, transfer heat, and resist wind load simultaneously. Machining is the only reliable way to hit all three requirements in production.
⚠️ One more thing—fixture deflection is the silent killer in this space. When you’re chasing true position within 0.05 mm on a 2-meter-long solar frame rail, one poorly clamped fixture can scrap an entire batch. That’s real money.
Key Applications Across Solar, Wind & Energy Storage
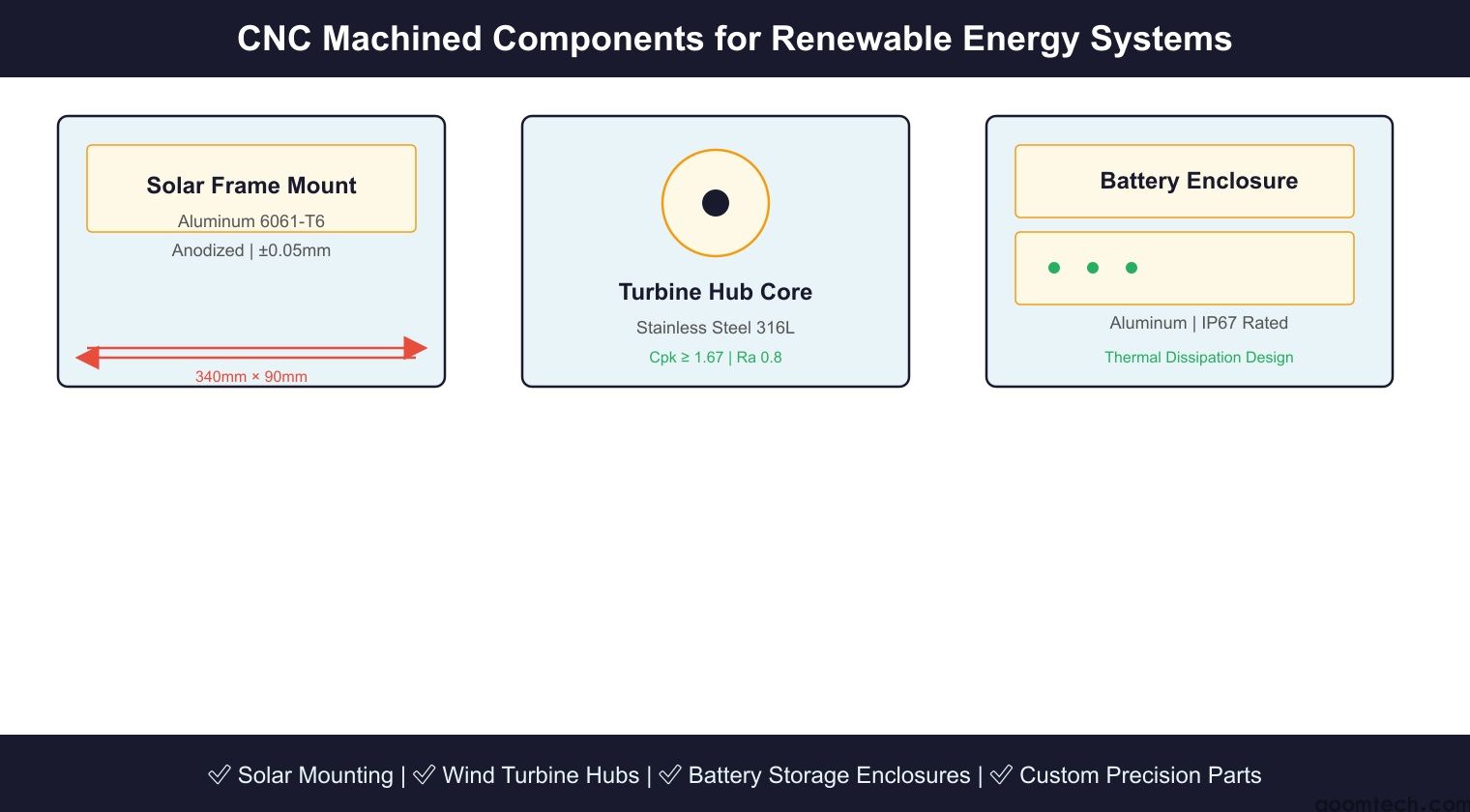
Solar Energy Components
Solar farms aren’t just panels on racks. The mechanical infrastructure requires thousands of machined components per megawatt.
Tracker gearbox housings—VMC-machined from castings, with tight bearing bores to minimize backlash and keep the array tracking the sun all day.
Rail end caps and splice plates—simple geometries but high volume. Climb milling with a wiper insert gives you the surface finish you need without a separate finishing pass.
Electrical junction box inserts—threaded ports for conduit connections. Spindle runout under 0.005 mm keeps thread form consistent across thousands of parts.
Solar manufacturing runs lean. Margins are thin upstream. Your CNC partner needs to hold Cpk ≥ 1.67 without adding cost through slow cycle times. Ball screw backlash compensation on the machine’s Z-axis matters more here than fancy five-axis work.
Wind Turbine Parts
Wind turbines push materials to their limits. A 5 MW turbine rotor spins at 8–15 RPM, but the gearbox shaft spins thousands of times faster. The loads are brutal.
Gearbox shafts and bearing housings—machined from forged alloy steel with post-process CMM inspection. Surface finish Ra 0.4 μm or better on seal surfaces. GD&T callouts for roundness and concentricity keep the gear train quiet.
Yaw and pitch ring gears—large-diameter rings with gear teeth machined on a VMC with a rotary table. Heat treatment comes first, then finish machining. Work hardening from the previous cut has to be managed with consistent stepover values in the CAM program.
Brake caliper bodies—safety-critical components. Every bore is checked with a CMM for true position relative to the mounting face. One bad casting inclusion discovered mid-cycle means a fixture rework and a production delay.
⚠️ Wind turbine parts also face thermal drift problems—machining a 2-meter ring in an unregulated shop causes the part dimension to shift as the coolant temperature changes. Climate-controlled machining isn’t a luxury here; it’s a requirement for anything above 1 MW.
Battery & Energy Storage Systems
Energy storage is the fastest-growing segment for CNC machining right now. 🔥 Battery packs need structural parts that also manage thermal and electrical loads.
Busbars—machined copper or aluminum, often 5–8 mm thick, with precisely located connection points. Stepover strategy determines burr size. A loose burr inside a battery pack is a short-circuit risk. Climb milling with sharp tooling minimizes this.
Cooling plates—machined channels in aluminum for liquid thermal management. Channel depth held to ±0.03 mm. Cross-section variation changes flow rate, which changes cell temperature. GD&T controls on flatness and parallelism.
Enclosure weldments—large frame assemblies machined after welding to correct for thermal distortion. Fixture design accounts for clamp placement so the critical mounting faces end up flat.
Current collector plates—machined copper with integrated threaded studs. True position of the stud pattern has to match the cell holder array within 0.1 mm. CMM reports on first-article parts validate the program before production.
Battery manufacturing is moving toward automation, but the machining tolerances don’t relax. If anything, they tighten as energy density increases. 🔬
Material Selection for Renewable Energy CNC Parts
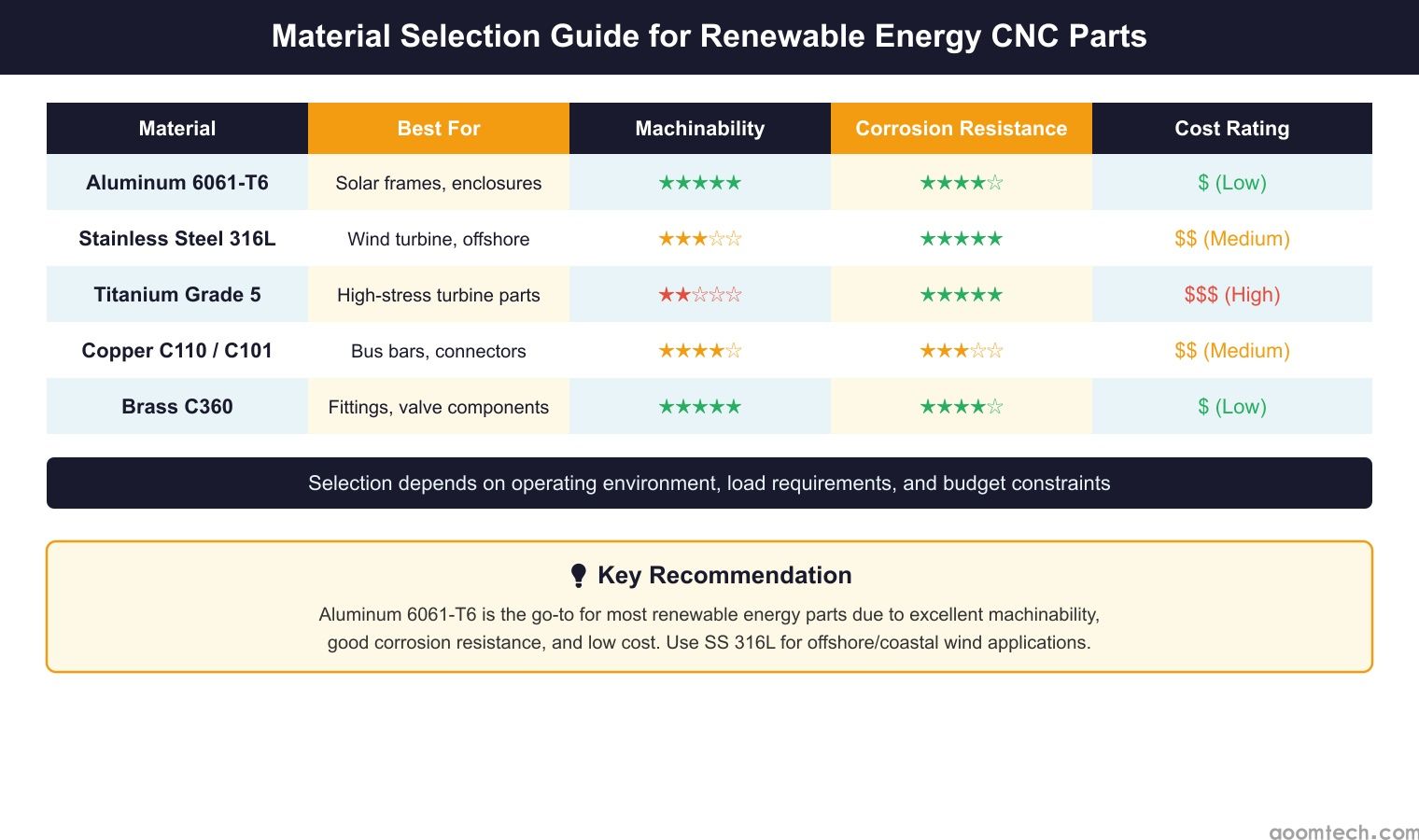
Material choice determines everything downstream—feed rates, tool life, corrosion resistance, and final cost.
For solar applications, 6061-T6 and 6005A aluminum dominate. Machinable, weldable, and naturally corrosion-resistant with a thin anodized layer. For high-strength wind turbine components, 4140 and 4340 alloy steel are common, both in heat-treated condition. The catch: post-heat-treat machining has to account for part distortion. A roughing cut followed by a stress-relief cycle, then a finishing pass on the same fixture setup.
Battery busbars and cooling plates use C110 copper and 6061 aluminum. Copper work-hardens fast. 🛠️ If the stepover per tooth drops below 0.02 mm, the material burnishes instead of cutting. Tool life tanks. CAM programmers spec a minimum chip thickness per tooth to avoid this.
Stainless steels (304, 316L) appear in marine-grade wind turbine components and offshore solar brackets. The work hardening rate is high—use constant chip load and never let the tool dwell. A finishing pass with a wiper insert can drop Ra from 1.6 to 0.8 μm in a single cut.
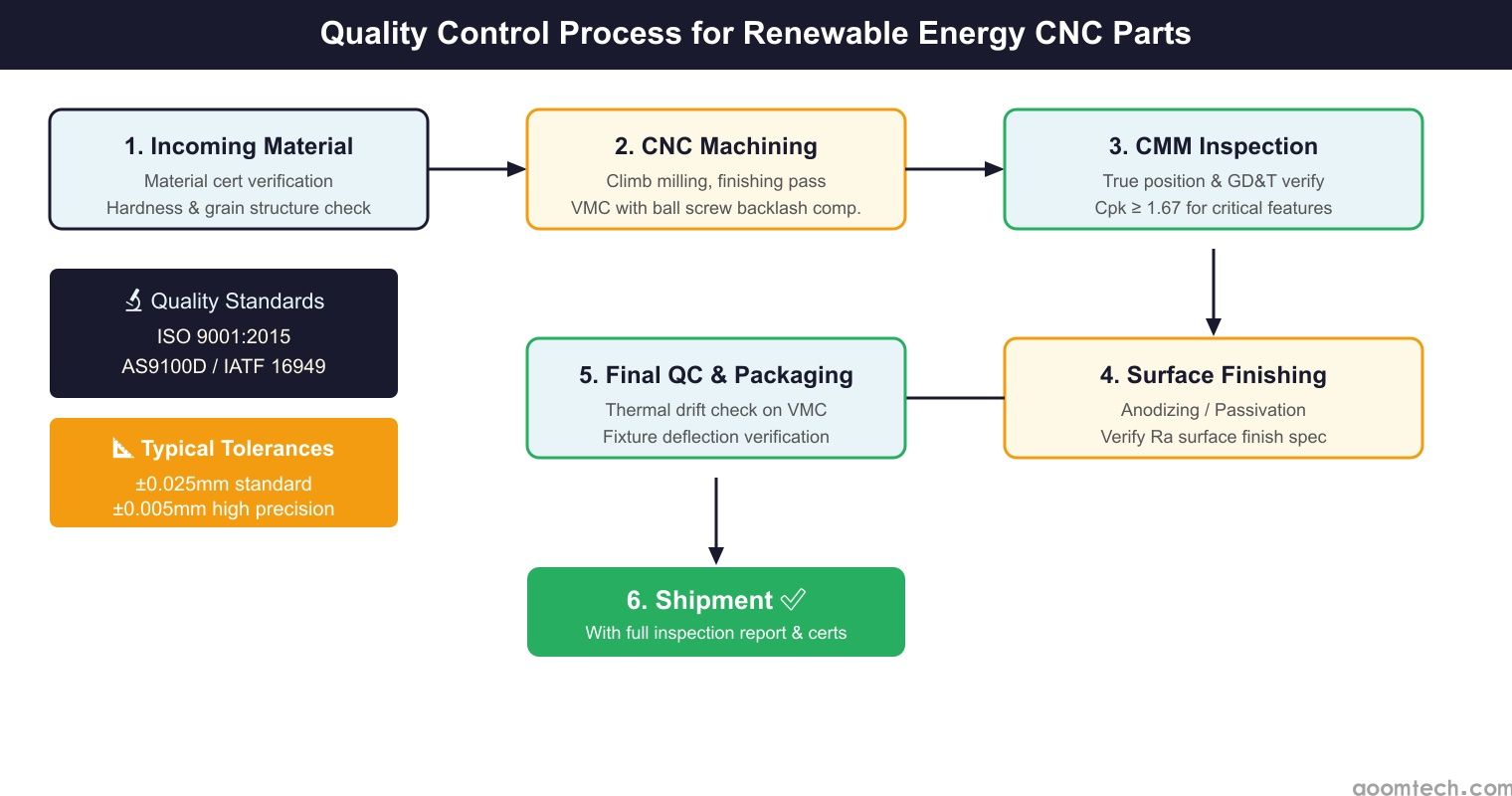
Tolerance & Quality Standards
Typical tolerances in this space: ±0.05 mm for fit-critical features, ±0.1 mm for general dimensions, and GD&T callouts like true position ≤ 0.1 mm, flatness 0.03 mm per 100 mm, and parallelism 0.05 mm across the part.
Cpk is the metric that matters for production runs. A Cpk of 1.33 is the minimum acceptable. Most renewable energy OEMs require 1.67 or higher. That means the process spread needs to fit inside 60% of the tolerance band.
CMM inspection is standard for first-article approval and annual layout. In-process gauging with air probes and touch probes catches drift before parts go out of tolerance. If you see thermal drift on the CMM report, the fix is usually coolant temperature control or a warm-up cycle before running critical features.
GD&T isn’t optional for assemblies with multiple suppliers. Battery cooling plates from one shop, cell holders from another—they have to fit. Datum structures and positional tolerances eliminate the guesswork during assembly.
Surface Finishing for Outdoor & Harsh Environments
Raw machined aluminum corrodes in salt air. Raw steel rusts. Surface finishing isn’t cosmetic—it’s functional protection for 25-year service life.
💎 Anodizing (Type II and III)—Hard coat anodizing for aluminum parts adds a 25–50 μm oxide layer. The coating adds dimension, so pre-anodize machining has to account for buildup at edges. Threaded holes need masking or post-tap.
Plating—Zinc-nickel or electroless nickel for steel components. Salt spray resistance up to 720 hours with proper pretreatment. Copper busbars get tin or silver plating to maintain low contact resistance.
Passivation—Stainless steel parts need this. Removes free iron from the surface and rebuilds the chromium oxide layer.
The machining surface finish going into these processes matters. Ra 1.6 μm is fine under anodize. Ra 0.8 μm or better if the part sees sliding contact (yaw bearing mating surfaces, for example). A finishing pass with a wiper insert at high stepover gets you there fast.
Cost & Lead Time Considerations
CNC machining for renewable energy is priced by complexity, material, and quantity—not by part weight.
The biggest cost drivers: material premiums for certified stock, the number of setups (more setups = more fixture cost + more handling), and tight tolerance features that require CMM verification. If a feature has a GD&T true position within 0.05 mm, expect a cost adder for setup time and inspection.
Lead times depend on material availability. Aluminum and 4140 are generally 1–2 weeks from the mill. C110 copper can stretch to 4+ weeks for large formats. First-article CMM inspection adds 2–5 days, depending on complexity.
Smart buyers consolidate parts by material. A single fixturing run for all 6061 parts on one VMC, then switch to 304 stainless for the next batch. Tooling changes cost time. Batch consolidation reduces per-part cost by 15–25%.
How to Choose a CNC Partner for Renewable Energy Projects
Not every machine shop can handle renewable energy work. Here’s what to look for:
Temperature-controlled shop—Thermal drift is real. A shop that lets the temperature swing 10°C mid-shift cannot hold 0.05 mm true position on a 1-meter part.
GD&T fluency—Your prints use geometry tolerances, not just ±. The shop needs to understand datum reference frames and MMC/LMC modifiers, not just ask “how tight does this hole need to be?”
Material certifications—Green energy projects require traceable material certs from the mill, especially for load-bearing steel and copper busbars.
CMM capability—In-house CMM inspection means faster first-article turnaround and fewer surprises. A full dimensional report with Cpk analysis is basic, not premium.
Fixture engineering—Parts over 500 mm need fixtures that control both location and distortion. Fixture deflection under cutting load should be simulated or proven during first-article machining.
Surface finishing partners—Does the shop have relationships with qualified anodizing, plating, or passivation vendors? Or do you have to manage a separate supply chain?
🔥 Renewable energy is scaling fast. The supply chain is still catching up. A CNC partner that understands work hardening, thermal drift, and GD&T isn’t a commodity vendor—they’re a technical extension of your engineering team.
Find one that treats your prints like their reputation depends on it. Because it does.
 CNC Machining for Renewable En
CNC Machining for Renewable En
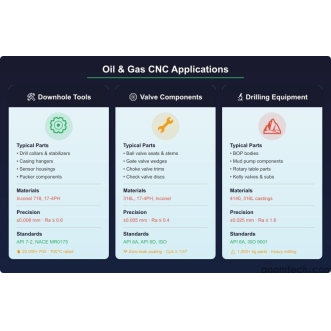 CNC Machining for Oil and Gas:
CNC Machining for Oil and Gas:
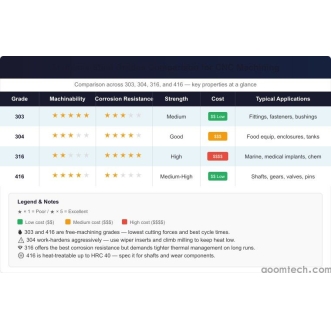 CNC Machining Stainless Steel:
CNC Machining Stainless Steel:
 CNC Machining for Semiconducto
CNC Machining for Semiconducto