


CNC Machining Plastic Parts: PEEK, Delrin, Nylon & Engineering Plastics Guide
CNC Machining Plastic Parts: PEEK, Delrin, Nylon & Engineering Plastics Guide
Plastic parts made on a CNC machine are not cheap substitutes for metal. They are the right choice when you need chemical resistance, electrical insulation, weight reduction, or self-lubrication. PEEK, Delrin (acetal), Nylon, ABS, and PTFE each behave differently under a cutting tool. This guide walks through their machining properties, realistic tolerances, and how to avoid common scrapped-part traps.
Why Machine Plastics?
Metals conduct heat. Most engineering plastics do not. That single difference drives every machining decision. 🔥 Heat generated at the shear zone stays local — it does not dissipate through the workpiece. Without proper chip evacuation and coolant strategy, the part swells, the tool loads up, and your tolerance drifts.
Thermal expansion coefficients for plastics are 5x to 10x higher than aluminum. A 30 °C shop-floor swing can shift a ±0.05 mm bore by 0.03 mm. That is not a machine problem — that is thermal drift.
Chemically, many plastics resist solvents, fuels, and sterilants that would etch aluminum or corrode stainless. That makes them mandatory for fluid-handling components, semiconductor wet processes, and medical devices. ⚙️
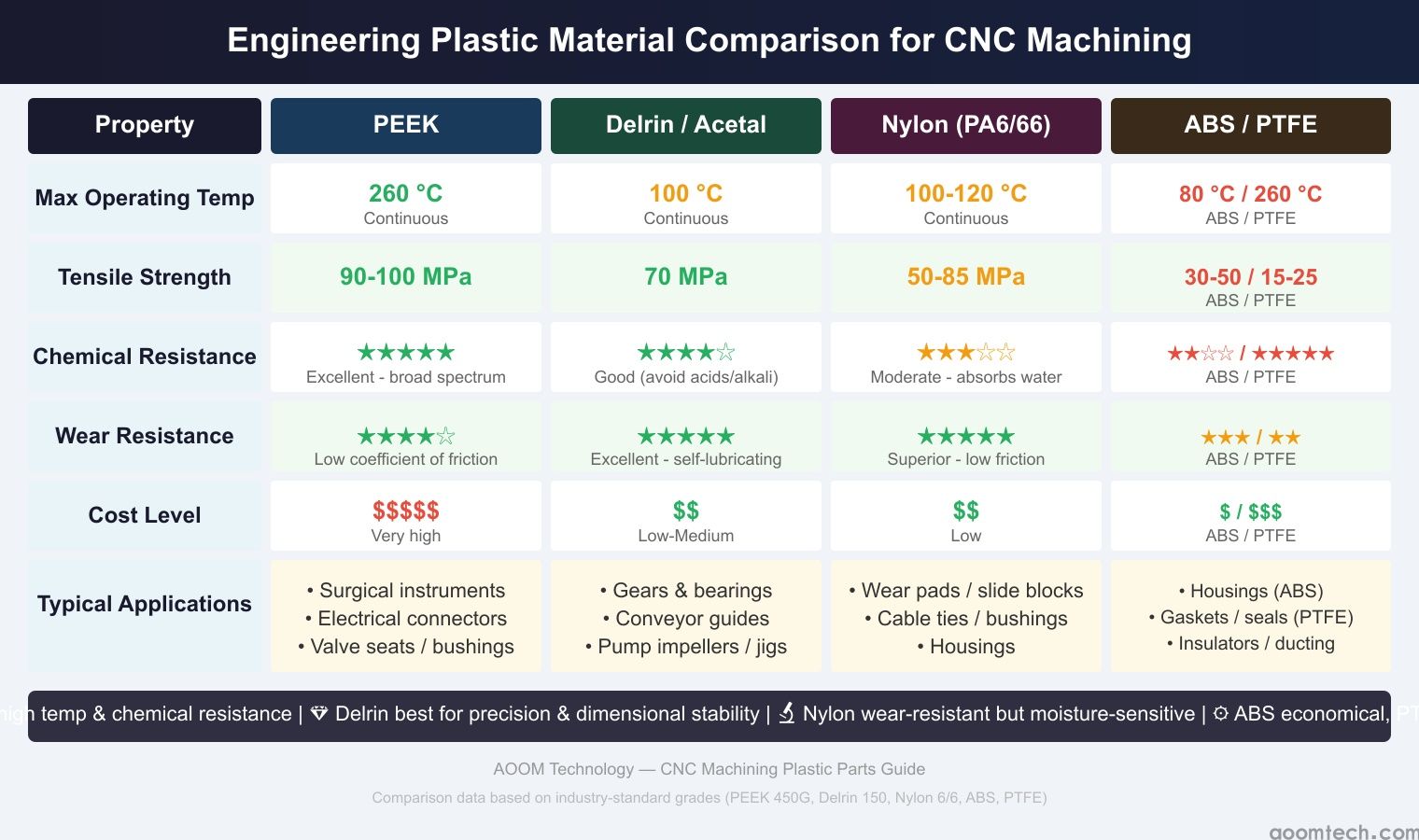
PEEK (Polyetheretherketone) — High-Temp Performance
PEEK holds its mechanical properties up to 260 °C. It survives autoclave sterilization, aggressive chemicals, and continuous steam exposure. 💎
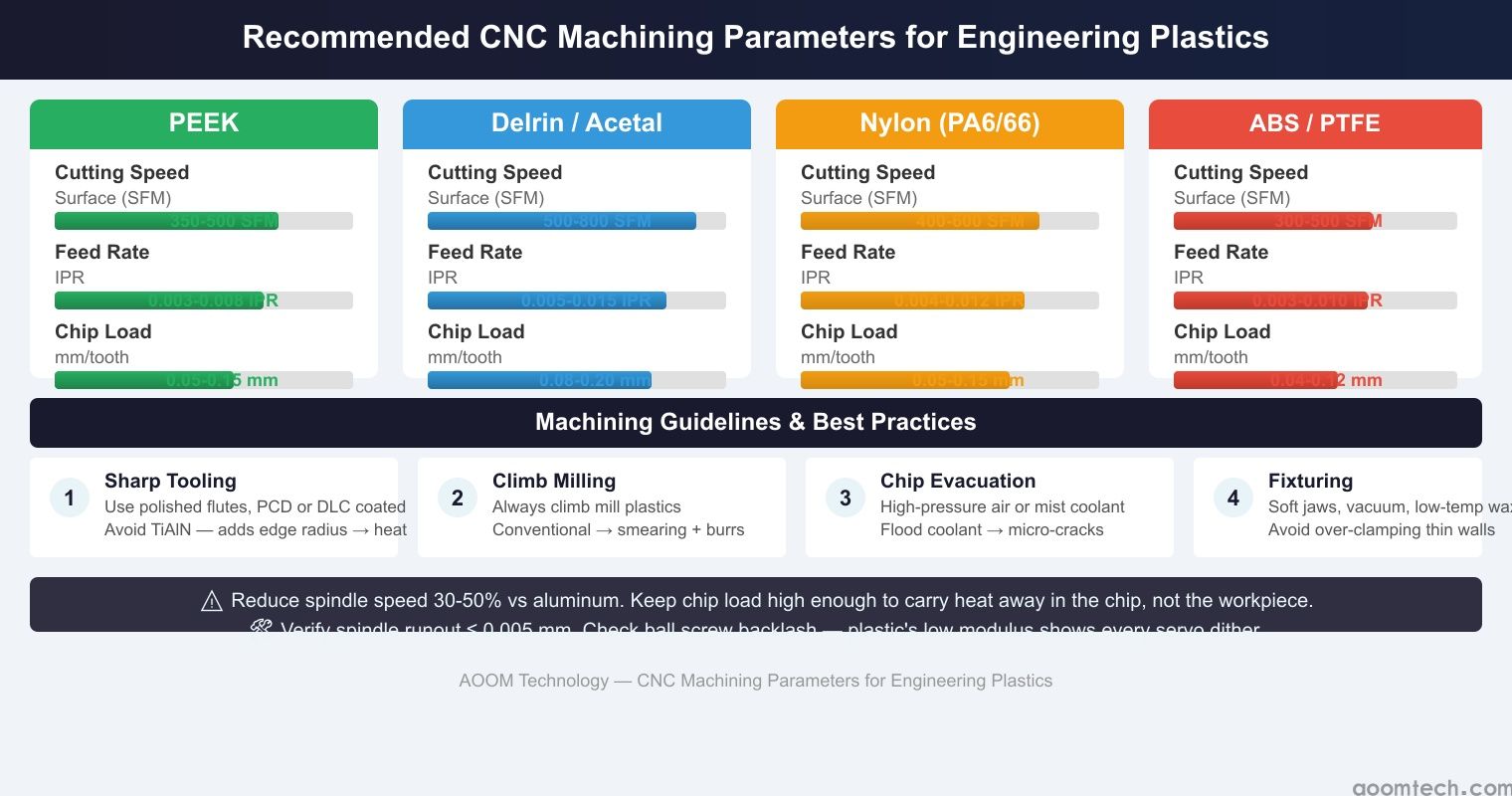
Machining PEEK requires sharp tooling — preferably polycrystalline diamond (PCD) inserts. A wiper insert helps bring surface finish down to Ra 0.4 µm in a single finishing pass. Climb milling is standard; conventional milling smears the material and leaves a fuzzy edge.
Keep spindle runout below 0.005 mm. Any wobble generates friction heat that melts the chip onto the tool edge. Use compressed air or mist coolant — not flood. Flood coolant shock-quenches the chip and causes micro-cracking at the cut zone.
Common parts: surgical instruments, electrical connectors, bushings, valve seats.
Delrin / Acetal (POM) — Precision & Low Friction
Delrin is the go-to for precision moving parts. It machines like a dream — stable chip formation, low moisture absorption, excellent dimensional stability. 🔬
Recommended stepover for finishing passes: 0.15–0.30 mm with a 2-flute end mill. Any larger and you risk fixture deflection on thin-wall features. The material's low coefficient of friction means you can run it against steel or brass without lubrication.
Watch out for sharp internal corners. Acetal has notch sensitivity — a 90° internal corner with a 0.5 mm radius can initiate a crack under cyclic load. Use a fillet radius of at least 1.0 mm on any load-bearing internal edge.
Typical Cpk values for acetal features on a modern VMC run 1.33–1.67 once the process is stabilized. That is production-ready for automotive and consumer goods.
Common parts: gears, bearings, conveyor guides, pump impellers, jigs.
Nylon (PA6, PA66) — Wear Resistance
Nylon absorbs moisture. That is not a small detail — it changes the material's dimensions by 0.2–0.6% depending on humidity. A part machined dry in winter will be undersized in a humid summer shop. ✅
Stress-relieve the raw stock before roughing. Heat to 150 °C, hold 2 hours, slow cool. Otherwise, work hardening from the roughing cut creates stress gradients that distort the part when you release it from the vise.
Nylon produces long stringy chips that wrap around the tool holder. Use high-pressure through-spindle coolant or a chip breaker end mill geometry. Check ball screw backlash compensation on your machine — nylon's low elastic modulus means any servo dither shows up as visible scallop marks on the surface.
Common parts: wear pads, slide blocks, cable ties, bushings, housings.
ABS & PTFE — Cost-Effective Options
ABS is the easiest plastic to machine — low melting point, forgiving chip flow, excellent adhesive compatibility for post-machining assembly. It is the default for prototypes, enclosures, and cosmetic housings. Chip evacuation is still critical: recutting ABS swarf generates enough heat to fuse chips into a solid lump on the tool.
PTFE (Teflon) is the opposite end of the spectrum. It is soft, gummy, and has almost zero dimensional stability under load. Expect plus/minus 0.10 mm on a good day — GD&T true position callouts tighter than 0.15 mm are risky without custom fixturing. PTFE requires razor-sharp HSS tooling, light radial engagement (≤0.2 mm stepover), and cryogenic coolant for any serious production run.
Common ABS parts: housings, ducts, mounting brackets. Common PTFE parts: gaskets, seals, insulator washers, chemical-resistant liners.
Key Machining Considerations for Plastics
Chip Evacuation
Plastic chips do not break naturally like aluminum chips. They weld together under heat and pressure. Use sharp two-flute or three-flute end mills with polished flutes. A CMM inspection after roughing often shows chips welded to the bore wall — those will cause a fail at final inspection. Blow out every pocket, every hole, before the finishing pass. 🛠️
Heat Management
Reduce spindle speed by 30–50% compared to aluminum. Feed rate stays similar or slightly higher. The goal is to keep chip load high enough to carry heat away in the chip, not into the workpiece. Mist coolant with air blast works better than flood for most engineering plastics. PTFE and PEEK benefit from dedicated liquid nitrogen or CO₂ delivery for critical features.
Fixturing
Plastics flex under clamping pressure. A 200 N vise grip on a 2 mm wall produces visible fixture deflection. Use soft jaws, vacuum fixturing, or low-temp wax for thin-wall parts. Machine a witness cut on the first part and measure it on the CMM — if the wall thickness varies from top to bottom, your fixturing is pulling the part out of position.
Tool Selection
Uncoated carbide for general work. DLC or diamond-coated for abrasive materials (glass-filled Nylon, PEEK). Avoid TiAlN-coated tools — the coating adds edge radius that rubs instead of cuts, generating heat.
Tolerances & Surface Finish Expectations
| Material | Typical Tolerance (mm) | Ra Surface Finish (µm) | Notes |
|---|---|---|---|
| PEEK | ±0.025 – ±0.050 | 0.4 – 0.8 | Requires PCD tooling for consistency |
| Delrin | ±0.025 – ±0.075 | 0.4 – 1.2 | Best dimensional stability among thermoplastics |
| Nylon | ±0.050 – ±0.100 | 0.8 – 1.6 | Moisture content affects final size |
| ABS | ±0.050 – ±0.125 | 0.8 – 2.0 | Easy to machine, stable |
| PTFE | ±0.100 – ±0.200 | 1.6 – 3.2 | Gummy, chill before cutting |
⚠️ These numbers assume a rigid machine (VMC with minimal spindle runout), proper coolant, and sharp tooling. Push for tighter and you pay in cycle time and scrap rate.
AOOM Advantage
We run a full shop of DMG MORI and Haas VMCs equipped with Renishaw probing, automated tool setters, and temperature-controlled coolant. Every plastic part is programmed with plastic-specific stepover and feed strategies — no metal programs adapted for plastic. We inspect with a Zeiss CMM and document every critical dimension with Cpk reports on request.
Need help selecting the right material for your application? Send us a drawing, a step file, or even a napkin sketch. We will quote material, cycle time, and GD&T capability within 24 hours.
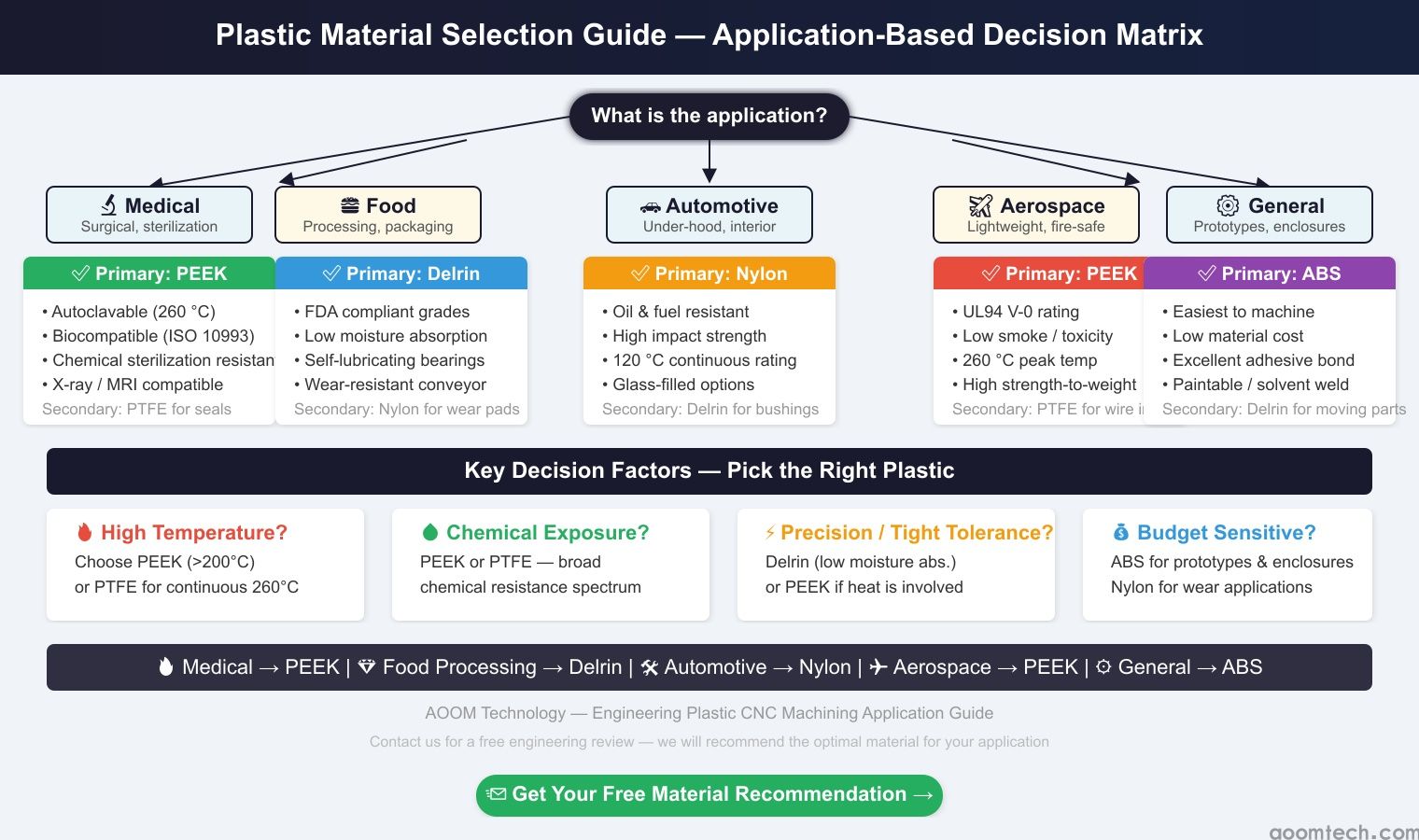
Contact AOOM Technology for a free engineering review and quote on your next plastic CNC project. 🔥
 CNC Machining Plastic Parts: P
CNC Machining Plastic Parts: P
 CNC Machining Prototype Servic
CNC Machining Prototype Servic
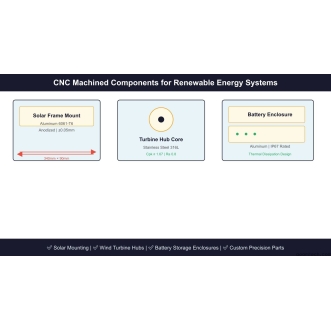 CNC Machining for Renewable En
CNC Machining for Renewable En
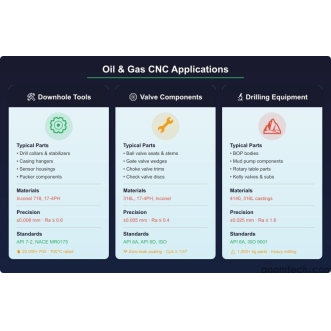 CNC Machining for Oil and Gas:
CNC Machining for Oil and Gas: