


CNC Machining for Defense and Military Applications: ITAR-Compliant Precision Manufacturing Guide
Why Defense Manufacturing Demands a Different CNC Approach
Military and defense applications don't leave room for error. A single out-of-tolerance part in a weapons system, communication device, or aircraft component can mean mission failure — or worse. That's why CNC machining for defense isn't just about cutting metal. It's about ITAR compliance, traceable quality systems, material certifications, and repeatable processes that survive audits.
If you're sourcing CNC machined parts for a defense program, you already know the stakes. The question is: does your machining partner understand ITAR requirements, DFARS clauses, and what it takes to hold ±0.0002″ on a 17-4 PH stainless steel component?
Let's break down what defense-grade CNC machining actually looks like on the shop floor — not the brochure version.
What Is ITAR-Compliant CNC Machining?
ITAR — the International Traffic in Arms Regulation — controls the export of defense-related articles and services. For CNC machine shops, ITAR compliance means:
Registered facility — the shop must be registered with the US State Department's Directorate of Defense Trade Controls (DDTC)
Employee controls — only US persons (citizens or permanent residents) can access ITAR-controlled data and parts
Secure data handling — engineering drawings, CAD files, and inspection reports must be stored and transmitted securely
Export tracking — any release of ITAR-controlled technical data to a foreign person (even within the US) counts as an export
A shop that isn't ITAR-registered simply cannot legally manufacture defense components in most cases. Before you send a PO, verify their DDTC registration number and ask about their compliance procedures.
Materials Commonly Used in Defense CNC Machining
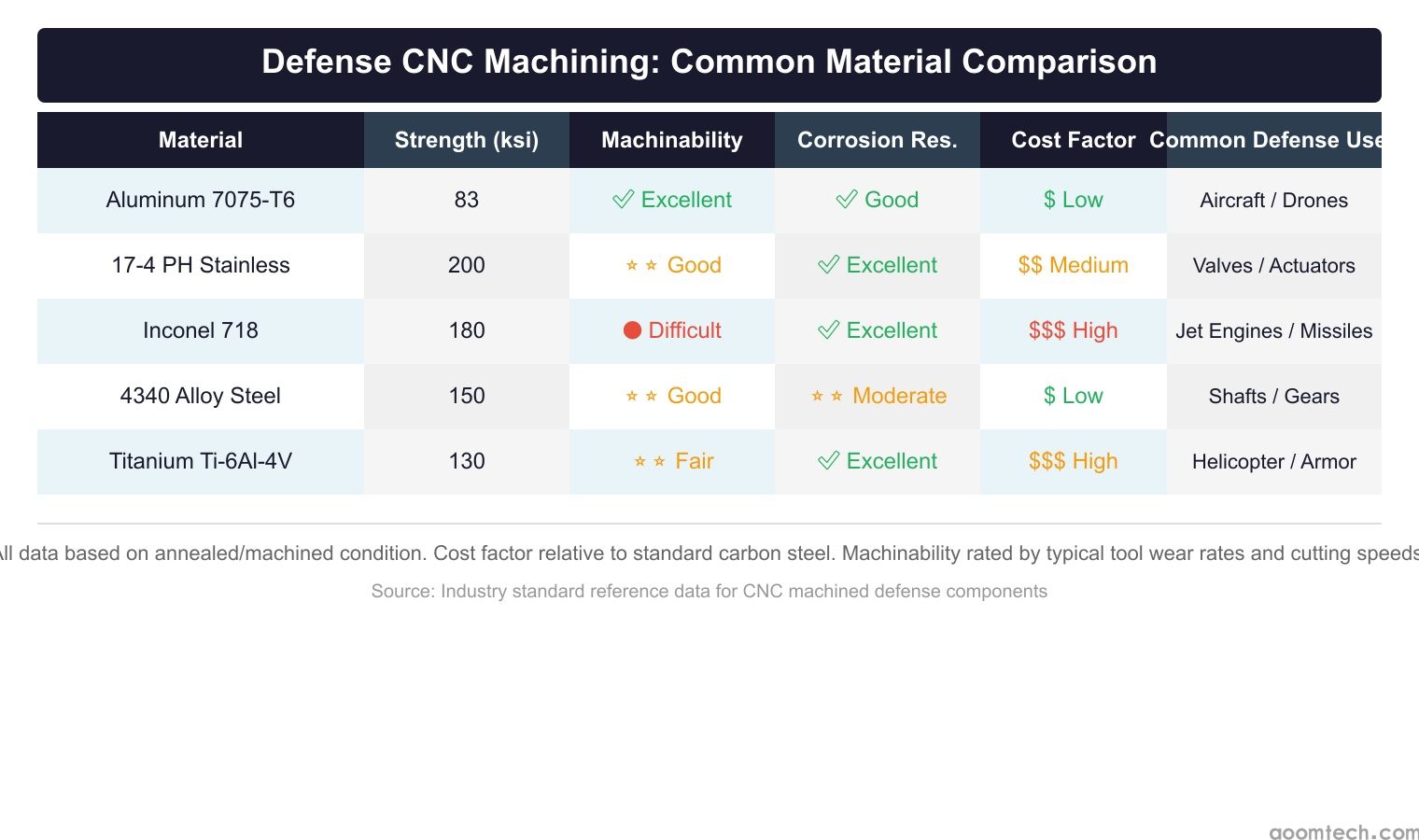
Common defense materials compared: strength, machinability, corrosion resistance, and cost
Aluminum 7075-T6
High strength-to-weight ratio makes it ideal for aircraft structural parts, missile components, and drone frames. Machinability is good, but it's prone to stress relief distortion — a skilled machinist knows how to rough and finish in stages.
17-4 PH Stainless Steel
The workhorse of defense machining. It offers high strength (up to 200 ksi), excellent corrosion resistance, and good machinability in the annealed condition. Used for valve bodies, actuator housings, weapons components, and landing gear parts. After machining, it's heat-treated to H900 or H1025 condition.
Inconel 718
Nickel-based superalloy that retains strength at red-hot temperatures. Nightmare to machine — work hardens instantly, chews up carbide inserts, and needs rigid setups with plenty of coolant pressure. Worth the trouble for jet engine components, exhaust systems, and missile nose cones.
4140 / 4340 Alloy Steel
Through-hardening steels used for shafts, gears, pins, and structural brackets. 4340 is the preferred choice for high-stress applications like landing gear and rotor components. Heat treat to 28–32 HRC for the best balance of strength and machinability.
Titanium Ti-6Al-4V
Grade 5 titanium shows up everywhere in defense — helicopter rotor hubs, armor plating, submarine components, and aircraft fasteners. Low thermal conductivity means heat stays in the cutting zone, so chip evacuation and coolant delivery must be on point.
Typical Tolerance Requirements for Military Parts
Defense drawings don't mess around with loose tolerances. Here's what you can expect:
Linear dimensions — ±0.005″ is standard, ±0.001″ is common, ±0.0002″ for critical features
True position — often 0.002″–0.005″ diameter, verified with CMM reports
Surface finish — 16 Ra or better on sealing surfaces, 32 Ra general, 8 Ra for dynamic seal faces
Threads — Class 3A/3B fit, inspected with go/no-go gages, with thread certification required
Concentricity — 0.001″ TIR or tighter for rotating assemblies
These aren't aspirational targets. They're contractual requirements. Every part gets dimensionally inspected, and the inspection records become part of the deliverable data package.
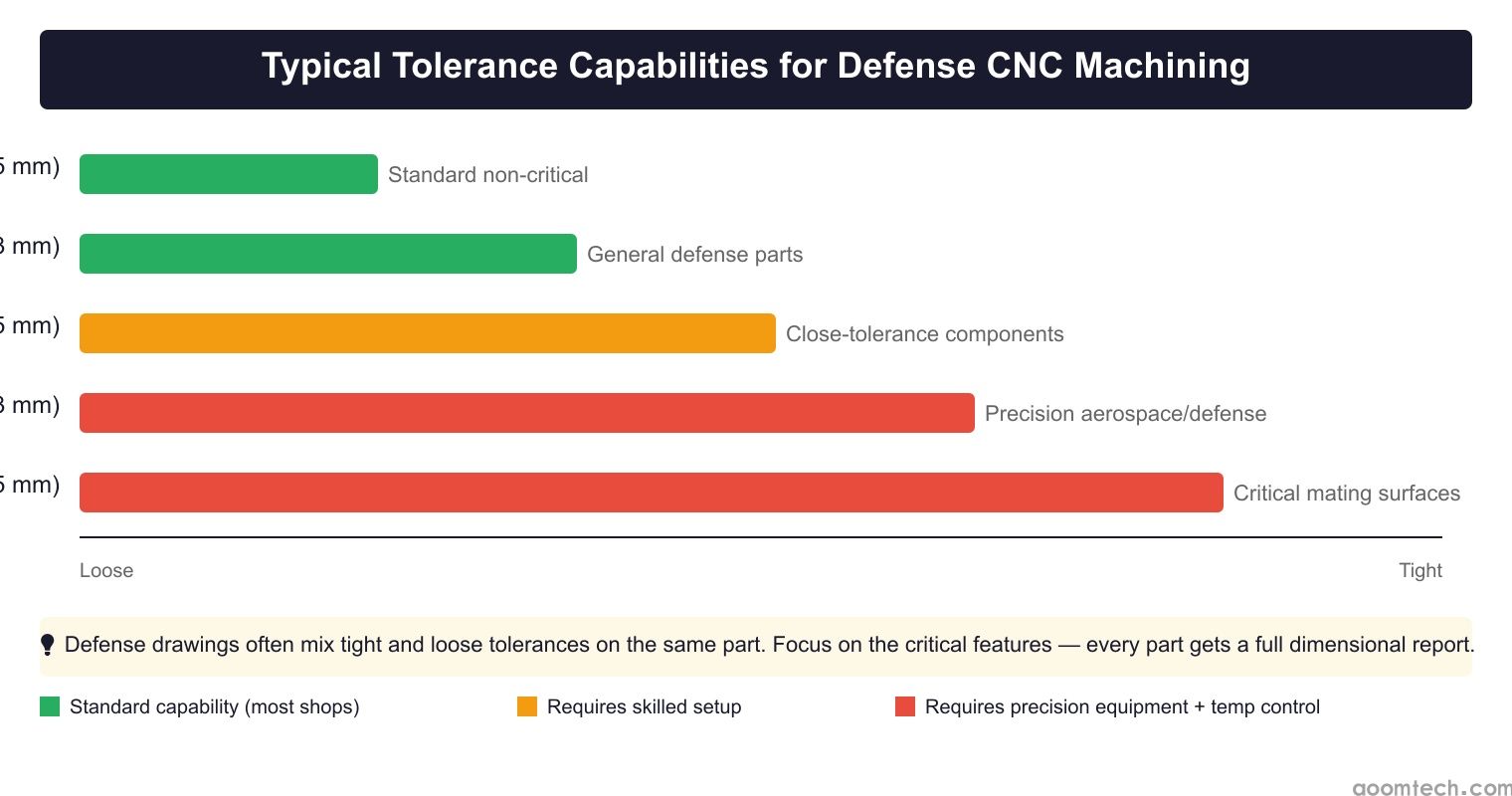
Tolerance capabilities from +-0.010 standard to +-0.0002 for critical mating surfaces
Quality Systems That Matter in Defense Machining
Your supplier's quality system should match the criticality of the parts you're ordering. Here's what to look for:
AS9100D / AS9120B
The aerospace and defense quality management standard. It's non-negotiable for most defense contracts. AS9100 adds risk management, configuration management, and traceability requirements on top of ISO 9001.
MIL-STD-1916 / MIL-STD-105
Government sampling plans for attribute inspection. Some contracts specify which standard to use for AQL-based lot acceptance.
First Article Inspection (FAI) per AS9102
Before production runs, the first article must be fully inspected — every dimension, every note, every specification on the drawing. Results go into an AS9102 form that the customer reviews and approves.
Material Certification & Traceability
Every bar of material must have a mill test report (MTR) showing chemistry and mechanical properties. That MTR gets linked to the heat number, and every finished part is traceable back to its original lot through the job traveler or ERP system.
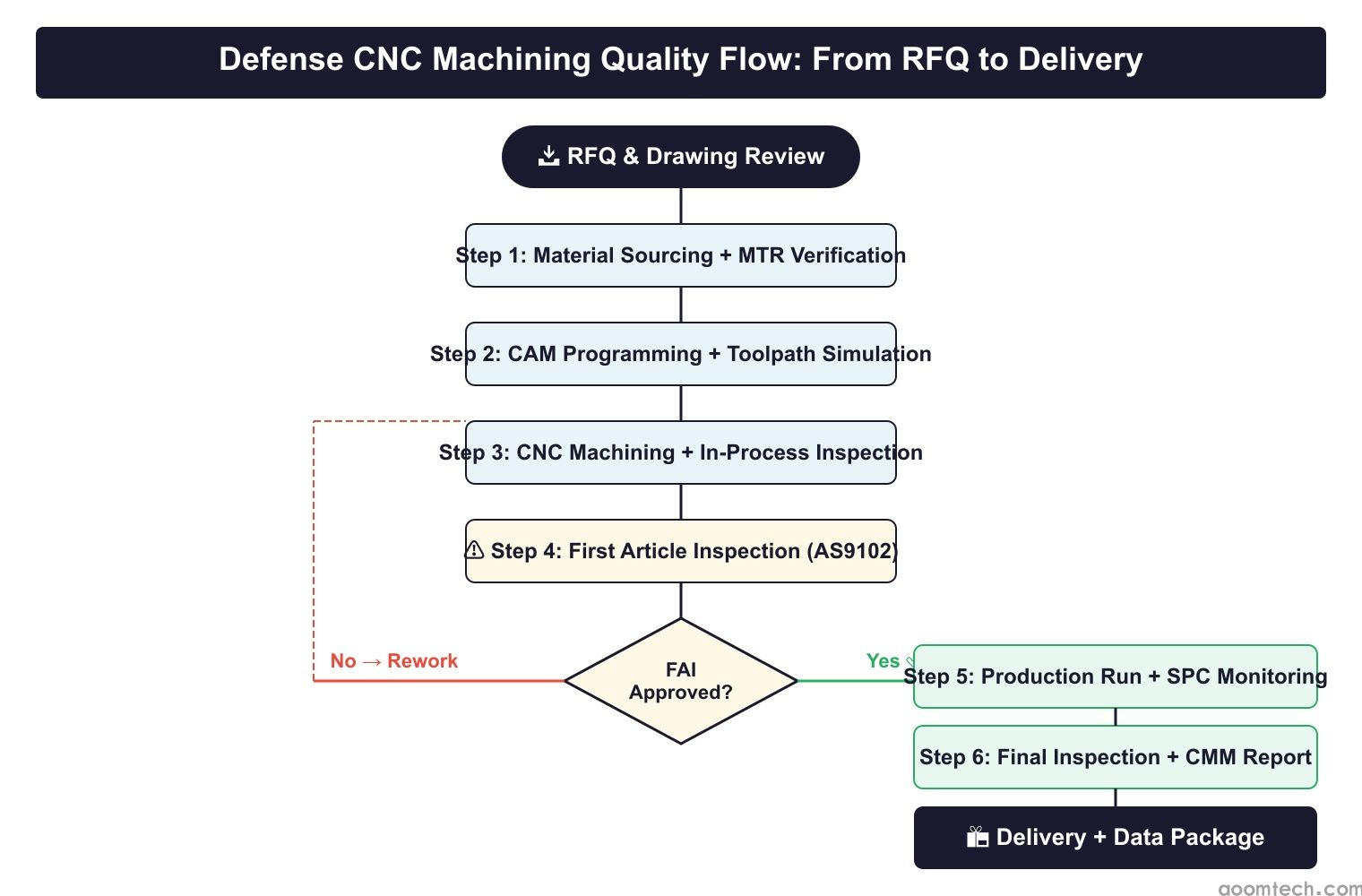
Seven-step quality flow from RFQ through material sourcing to delivery
Common Mistakes When Sourcing Defense CNC Parts
Even experienced buyers make these errors. Save yourself the headache:
Mistake #1: Assuming ITAR registration means the shop knows what it's doing. ITAR registration is paperwork. A registered shop that's never machined a 0.0005″ tolerance in its life will still scrap your parts. Audit their capability, not just their compliance.
Mistake #2: Overlooking raw material lead times. Inconel 718 bar stock and 17-4 PH with certs can have 8–12 week lead times from the mill. Your 2-week delivery promise doesn't mean much if the material isn't in hand.
Mistake #3: Skipping the FAI review. Approving a first article without actually reading the AS9102 form is asking for trouble. Have your engineering team go through it dimension by dimension before signing off.
Mistake #4: Not planning for inspection costs. CMM programming, gage purchase (thread rings, plug gages, custom fixtures), and outside lab testing all add 5–15% to the part cost. Budget for it upfront.
How to Vet a CNC Machining Partner for Defense Work
Here's a practical checklist you can use when evaluating shops for your next defense program:
✅ Ask for their DDTC registration number — verify it on the State Department website
✅ Request their AS9100 certificate and scope letter — does it cover your specific processes?
✅ Tour the facility — look at how they handle ITAR data, segregated areas, and visitor controls
✅ Review their CMM capability and calibration records — ZEISS, Hexagon, or Mitutoyo equipment preferred
✅ Check their material sourcing — do they buy from approved distributors (Titanium Industries, Ryerson, Reliance)?
✅ Ask for a sample AS9102 FAI from a past job — does it look complete or rushed?
✅ Discuss their toolpath strategy for difficult materials — high-feed trochoidal milling? Peel milling? Adaptive clearing?
🔬 A shop that can talk confidently about stepover ratios, wiper insert geometry, and thermal drift compensation in the same sentence is probably ready for defense work. One that can't is a pass.
Final Thoughts
Defense CNC machining isn't rocket science — but it is audit science, material science, and process science all rolled into one. The right partner delivers parts that meet the print, the spec, and the compliance requirements without drama.
🔥 Start with AS9100 certification, add ITAR registration, confirm their tolerance capability on the materials you need, and put the FAI process to the test before you commit to a production run. That's how you keep your program on schedule and your compliance officer happy.
 CNC Machining for Defense and
CNC Machining for Defense and
 CNC Machining for Aerospace: M
CNC Machining for Medical Devi
CNC Machining for Aerospace: M
CNC Machining for Medical Devi
 CNC Precision Machining Parts:
CNC Precision Machining Parts: