


How to Ensure Precision in CNC Machined Parts | ±0.01mm Tolerance Guide
Precision CNC Machined Parts: How to Ensure ±0.01mm Tolerance Every Time
I've been on CNC shop floors long enough to know one thing for sure: precision isn't about having the most expensive machine in the room. It's about controlling a hundred small variables so the one that matters — your part dimension — stays consistent across every piece in the batch.
When you're sourcing precision CNC machined parts, understanding how tolerances are actually achieved helps you pick the right supplier and avoid costly mistakes. Here's a practical look at what goes into hitting ±0.01mm every time.

Machine Quality Sets the Ceiling
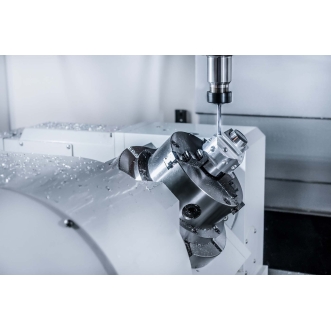
You can't hold micron-level tolerances on a machine that wasn't built for it. The key specifications that matter are spindle runout (should be ≤0.003mm), linear guide rail accuracy, and thermal stability of the machine structure. Machines with linear glass scales — which measure axis position directly rather than estimating from motor rotation — are essential for ±0.01mm work.
At our facility, we run 60+ CNC machines including 5-axis machining centers with Heidenhain and Fanuc controllers. Each machine gets calibrated on a regular schedule, and we only assign our highest-precision machines to tolerance-critical jobs.
Cutting Tools and Toolholding
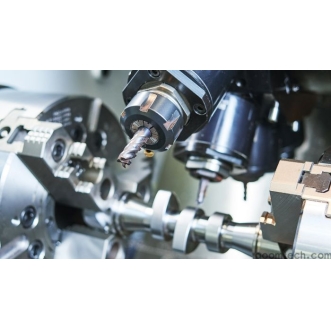
The connection between the spindle and the cutting edge matters more than most buyers realize. A high-quality carbide end mill held in a hydraulic or shrink-fit toolholder minimizes radial runout. We use automated tool measurement to monitor wear and replace tools before dimensional drift becomes a problem.
I've seen shops try to save money on tooling and end up with scrapped parts that cost far more than the premium tools would have. It's a false economy. For precision work, the tooling budget shouldn't be an afterthought.
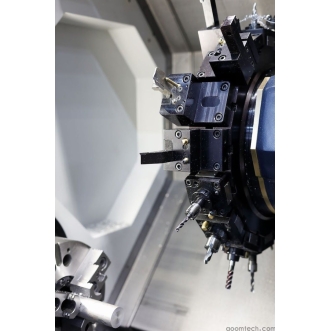
Workholding Rigidity
A part that moves during machining will be out of spec before the first tool change. Precision vises with repeatable clamping force, custom-machined soft jaws, and dedicated fixtures are standard practice. For complex geometries, we design fixtures that locate every part identically, reducing setup variation to near zero.
Measuring What Matters
Precision isn't just about making parts — it's about proving they're right. Every critical dimension on our precision CNC machined parts gets verified against the original CAD model using CMM equipment with sub-micron resolution. We provide complete inspection reports with every order.

Surface finish is another key metric. Typical achievable values in precision machining range from Ra 1.6μm for standard work down to Ra 0.4μm for precision finishing. We measure every surface finish requirement with calibrated contact profilometers.
Common Precision Problems and How We Solve Them
Over the years, we've seen the same issues come up again and again. Here's how we handle them:
- Dimensional drift across a batch: Usually caused by progressive tool wear. We use automated tool life monitoring with real-time offset adjustment.
- Surface finish inconsistency: Often machining chatter. We optimize RPM and feed rates, and improve fixturing stiffness.
- Positional error on features: Thermal growth during the cycle. We run machine warmup routines and regulate coolant temperature.
- Out-of-round holes: Spindle or tool runout. We balance toolholders and run periodic spindle calibration.
Getting Precision Parts from AOOM Technology
With ISO 9001:2015 certification, 60+ CNC machines, and over 15 years in precision machining, we deliver ±0.01mm as our standard — not a special request. Send your CAD files or technical drawings to chen@aoomtech.com for a competitive quote with free DFM optimization feedback. We typically respond within 24 hours.
 CNC Machining Aluminum vs Stee
CNC Machining Aluminum vs Stee
 Small Batch Precision CNC Mach
Small Batch Precision CNC Mach
 How to Ensure Precision in CNC
How to Ensure Precision in CNC
 How to Calculate CNC Machining
How to Calculate CNC Machining