


CNC Machining Cost Calculation Method
CNC Machining Cost Calculation — What Drives Your Quote

I talk to procurement managers every week who want to understand CNC machining cost calculation. They get three different quotes and wonder why the numbers vary so much. The answer is straightforward once you know what to look for. Let me break it down the way I explain it to our clients at AOOM.
Key Factors in CNC Machining Cost Calculation
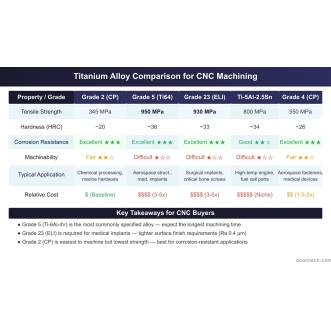
Four main inputs drive the price. First is material costs. Aluminum 6061 is cheap. Titanium Ti-6AI-4V is expensive. Stainless 316L sits in between. The raw stock price, the yield from the blank, and the scrap value all factor in. Second is machine time. A simple 2-axis turned part takes minutes. A multi-axis milled part with tight tolerances takes hours.
Third is labor costs. Programming, setup, first-article inspection — these are fixed costs per order. Higher quantities spread them thinner. Fourth is surface finishing. Anodizing and electropolishing add process steps and handling time.
How We Optimize Your CNC Machining Costs
At AOOM, we don't just quote you a number. We show you the breakdown. Our engineers review your design and suggest DFM changes. Sometimes opening up a tight tolerance by 0.02 mm reduces cycle time by 15%. Sometimes changing a fillet radius lets us use a standard end mill instead of a custom ground tool.
A real example — a client had a 304 stainless bracket with a 0.2 mm wall. We suggested bumping it to 0.4 mm. Cycle time stayed the same, but tool life tripled. We passed those savings on. Their unit cost dropped 9%.
Transparent CNC Pricing at AOOM
Bulk discounts apply. Higher volumes reduce per-unit costs through better material utilization and setup amortization. Our modern equipment achieves tighter tolerances with less waste. We provide detailed quotes that itemize material, machine time, finishing, and special requirements. No hidden fees. You know exactly what you're paying for.
Send your CAD files to chen@aoomtech.com for a quote within 24 hours.
 CNC Machining of Parts for the
CNC Machining for Medical Devi
CNC Machining of Parts for the
CNC Machining for Medical Devi
 CNC Precision Machining Parts
CNC Precision Machining Parts
 Tips for CNC Machining Titaniu
Tips for CNC Machining Titaniu