


Can High-Speed CNC Machining Really Be Both Fast and High-Quality? Five Secrets Explained
Can High-Speed CNC Machining Be Both Fast and High-Quality?
Every manufacturer wants speed and quality together. The question is whether high-speed CNC machining actually delivers both. Based on what I see in our shop every day, the answer is yes — but only if you understand the technology and apply it correctly.
Let me share five things that make high-speed CNC machining work in practice, not just in theory.

The Core Advantage of High-Speed Machining Centers
High-speed CNC centers combine computer control with precision mechanics to operate lathes, mills, and boring machines at elevated speeds while maintaining exceptional stability. Modern five-axis machining centers even integrate AI chips that optimize cutting parameters in real time, boosting efficiency by 10% or more.
The real strength of high-speed machining is high precision with high repeatability. Once the program is dialed in, every part comes out identical. This consistency is critical for demanding applications like aircraft components and medical devices.
Programming Strategy Matters More Than Speed
No matter how fast the machine can spin, bad programming will ruin the result. High-speed machining requires constant cutting load — no sudden changes in tool direction, no sharp turns. If the toolpath changes direction abruptly, tool chipping or breakage follows quickly.
We use spiral tool entry and arc transitions to maintain smooth cutting. For deep cavity machining, spiral plunge cutting reduces tool impact. Modern CAM software has intelligent modules that optimize these toolpaths automatically. If you're writing code manually for high-speed work, you're leaving performance on the table.
Parameter Settings Determine Success
Spindle speed, feed rate, and depth of cut must work together. High-speed machining typically uses high spindle speed, fast feed, and shallow depth of cut. This combination reduces cutting force while maintaining material removal rate.
For aluminum alloy, we run spindle speeds in the thousands of RPM with depth of cut at just a few tenths of a millimeter. Cutting fluid is essential — without adequate cooling, the tool overheats and fails quickly. High-pressure through-spindle coolant is ideal.
Mold Machining with Complex Curved Surfaces
High-speed CNC excels at complex profiles. Automotive molds, medical implants, and aerospace parts with hard-to-reach corners benefit enormously from this technology. Five-axis linkage enables multi-angle cutting in a single setup, which eliminates the alignment errors inherent in multiple setups.
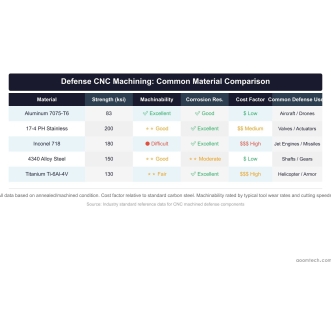
Material selection matters here too. 6061 and 7075 aluminum are widely used. 7075 has strength comparable to steel while remaining machinable, making it a popular choice for structural molds and tooling.
Five-Axis High-Speed Applications
Five-axis machining is the top configuration for high-speed work. It controls movement in five directions simultaneously. This makes it ideal for complex 3D surfaces like impellers and engine components in aerospace.
The equipment is expensive and maintenance costs are high. I tell small and medium enterprises to honestly assess their needs first. If you regularly take orders for high-precision, complex parts, the investment pays off. If your work is mostly simple geometries, a three-axis machine is more cost-effective.
High-speed CNC machining is not magic. But when applied correctly, it genuinely delivers both speed and quality. The key is understanding the equipment, the programming, and the materials. Don't chase ultra-high parameters blindly. Regular machine maintenance and operator training are more practical than any feature on the spec sheet.
Send your CAD files to chen@aoomtech.com for a quote within 24 hours.
 CNC Machining for Defense and
CNC Machining for Defense and
 CNC Machining for Aerospace: M
CNC Machining for Medical Devi
CNC Machining for Aerospace: M
CNC Machining for Medical Devi
 CNC Precision Machining Parts:
CNC Precision Machining Parts: