


CNC Machining Process of Tungsten Steel Parts
Introduction to CNC Machining of Tungsten Steel Parts
The CNC Machining Process of Tungsten Steel Parts is widely used in modern manufacturing industries that require extreme hardness, wear resistance, and long service life. Tungsten steel, also known as tungsten carbide, is a high-performance material that is much harder than most metals. It is commonly used in cutting tools, mining equipment, mold components, and high-wear industrial parts.
For example, tungsten steel drill bits are often used in construction and geological drilling because they can easily cut through concrete and rock. In plastic injection molding, tungsten steel molds help maintain high precision even under continuous high-pressure production cycles.

Properties and Applications of Tungsten Steel
Tungsten steel has several outstanding properties that make it suitable for demanding applications:
Extremely high hardness – suitable for cutting and wear-resistant applications
Excellent heat resistance – maintains strength at high temperatures
High wear resistance – long service life in harsh environments
Good dimensional stability – maintains accuracy under stress
Because of these properties, tungsten steel is widely used in industries such as aerospace, automotive manufacturing, mining, and precision tooling.
Pre-Machining Preparation for CNC Machining of Tungsten Steel Parts
Design and Blueprint
The first step in the pre-machining for CNC machining of tungsten steel parts is creating a detailed design using CAD (Computer-Aided Design) software. Engineers define all key information such as dimensions, tolerances, surface finish requirements, and functional features.
Since tungsten steel is difficult to machine, the design must consider tool accessibility and machining limitations. Sharp internal corners, deep narrow cavities, and overly complex geometries should be avoided when possible. Clear communication between designers and machinists is essential to ensure manufacturability.
Best practices include:
Using standard tolerances where possible
Reducing unnecessary complex geometries
Designing with CNC tool reach in mind
Material Inspection
Before machining begins, material inspection ensures the tungsten steel raw material meets quality requirements. Any defects such as cracks, porosity, or inclusions can lead to tool damage or part failure during use.
Common inspection methods include ultrasonic testing and X-ray inspection. These non-destructive testing techniques help identify internal defects that are not visible on the surface.

CNC Machining Operations for Tungsten Steel Parts
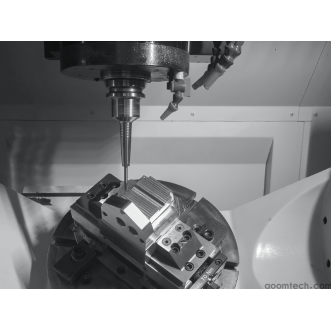
Milling Operations
Milling is a core stage in the CNC machining operations for tungsten steel parts. It is used to create flat surfaces, grooves, and complex 3D shapes. Because tungsten steel is extremely hard, carbide-tipped or diamond-coated cutting tools are required.
Key machining parameters must be carefully controlled:
Spindle speed: typically lower than soft materials
Feed rate: reduced to prevent tool wear
Depth of cut: shallow cuts for stability and tool protection
Proper coolant usage is essential to reduce heat and extend tool life.
Drilling and Boring
Drilling is used to create holes for mounting, coolant channels, or assembly features. Boring is then used to refine and enlarge these holes to achieve high precision.
To avoid issues such as tool breakage or misalignment, manufacturers use carbide drill bits and apply techniques like peck drilling. This helps break chips into smaller pieces and prevents overheating.
Best practices include:
Using high-quality carbide drills
Applying steady coolant flow
Maintaining correct feed rates
EDM (Electrical Discharge Machining)
When tungsten steel parts require complex shapes or deep internal features, EDM is often used. This process removes material using controlled electrical discharges instead of mechanical cutting force.
EDM is especially useful for tungsten steel because it avoids direct tool contact, reducing tool wear significantly.
Key factors in EDM setup include electrode material selection, discharge energy, and pulse duration. While EDM is slower than traditional machining, it provides excellent precision for complex geometries such as deep cavities and sharp internal corners.
Heat Treatment and Surface Finishing
Heat Treatment
Heat treatment improves the mechanical properties of tungsten steel parts. Depending on requirements, processes such as annealing, quenching, and tempering may be used.
Annealing: reduces internal stress and improves stability
Quenching: increases hardness and strength
Tempering: improves toughness and reduces brittleness
Proper heat treatment ensures the part performs reliably under demanding working conditions.
Surface Finishing
Surface finishing enhances both performance and appearance. Common methods include grinding, polishing, and coating.
Grinding: improves dimensional accuracy and surface flatness
Polishing: reduces surface roughness for smoother performance
Coating (e.g., TiN): increases wear and corrosion resistance
Selecting the right finishing method depends on the final application of the tungsten steel part.

Quality Control in CNC Machining of Tungsten Steel Parts
In-Process Inspection
Quality control in CNC machining of tungsten steel parts is critical throughout the entire production process. In-process inspection ensures that deviations are detected early before they become costly defects.
Operators use tools such as calipers, micrometers, and CMM (Coordinate Measuring Machines) to verify dimensions and tolerances during machining.
Typical inspection points include:
Hole diameter accuracy during drilling
Surface flatness after milling
Depth of cavities and grooves
Final Inspection and Testing
After machining, heat treatment, and finishing, a final inspection is performed to ensure all specifications are met. This includes dimensional checks, surface quality evaluation, and sometimes functional testing under simulated working conditions.
If a part fails inspection, it may be reworked if possible or rejected to maintain quality standards. This ensures only reliable and high-performance tungsten steel parts are delivered to customers.
Conclusion
The CNC Machining Process of Tungsten Steel Parts is a highly precise and controlled manufacturing workflow. From design and material inspection to machining, heat treatment, and final quality control, each step plays an important role in achieving high performance and reliability.
By understanding proper machining strategies, tool selection, and inspection methods, manufacturers can produce tungsten steel parts that meet strict industrial requirements and deliver long service life in demanding environments.
 Process of Custom High-Precisi
Process of Custom High-Precisi
 CNC Machining Parameter Settin
CNC Machining Parameter Settin
 5 Key Tips for CNC Machining o
5 Key Tips for CNC Machining o
 Small-batch Precision Parts 5-
Small-batch Precision Parts 5-