


CNC Machining Quality Control: Inspection, CMM & Quality Certifications Guide
You send a drawing. The parts arrive. They don't fit, the surface is wrong, or the batch fails assembly. That's what happens when the shop doesn't have real quality control — not a QC stamp on a piece of paper, but actual inspection, measurement, and process control.
Here's the truth: any CNC shop can cut metal. The difference between a parts supplier and a trusted manufacturing partner is what happens between the cuts. Quality control is the system that catches errors before they become your problem.
This guide covers what real CNC machining quality control looks like — from first article inspection to final CMM report — so you know what to ask for and what to expect.
What Is CNC Machining Quality Control?
CNC machining quality control is a systematic process of verifying that machined parts meet the specified tolerances, surface finishes, and material requirements defined in the engineering drawing. It's not one inspection at the end — it's a chain of checks throughout the manufacturing process.
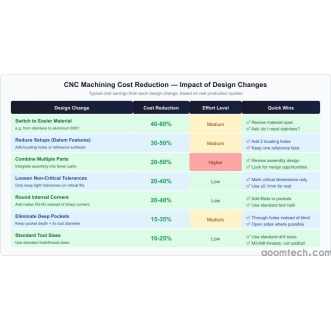
I've been in shops where QC meant "the machinist eyeballs it with a caliper." And I've been in shops where every critical dimension is tracked by serial number in a statistical process control (SPC) system. The cost difference between those two approaches? About 15-25% on the quote. The quality difference? Night and day.
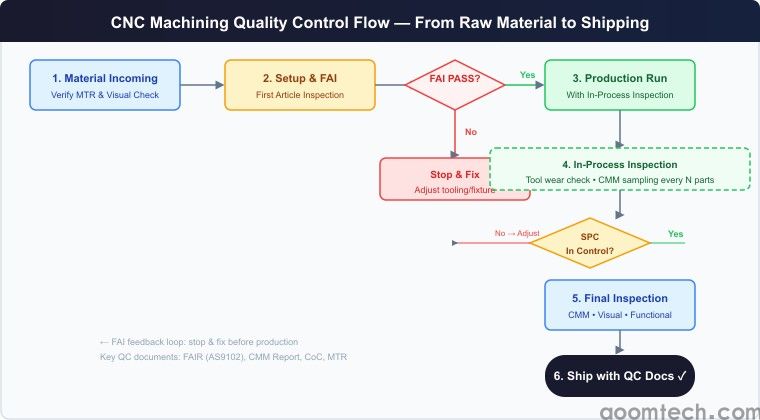
First Article Inspection (FAI): The Most Important Check
First Article Inspection — sometimes called a "first piece" inspection — is the single most important QC step. The machinist runs the first part, then it goes straight to inspection before any more parts are made.
If the first article passes, the rest of the run is likely good — assuming the process stays stable. If it fails, you catch the problem after one bad part instead of 500.
FAI should check:
Critical dimensions — every tolerance marked with a box (GD&T true position, profile, runout)
Threads — go/no-go gauge verification
Surface finish — Ra measurement vs. specification
Material certification — mill test report matches the PO
Visual inspection — burrs, tool marks, edge breaks, surface defects
I've seen FAI save a 10,000-part production run because the first article revealed a fixture deflection issue. The machinist caught it, adjusted the workholding, and the remaining 9,999 parts were good. Without FAI? That's 10,000 scrapped parts and a very angry customer.
Always ask your CNC shop: "Do you do formal FAI, and can I get a copy of the report?" If they hesitate, that's a red flag.
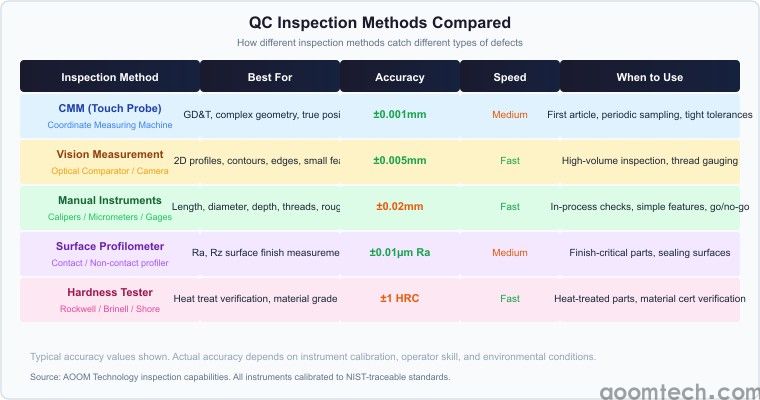
CMM Inspection: The Gold Standard for Dimensional Accuracy
Coordinate Measuring Machine (CMM) inspection is the most accurate way to verify complex geometries. A CMM uses a touch probe (or laser scanner) to measure points on the part surface and compare them to the CAD model or drawing.
What CMM catches that manual inspection misses:
Geometric tolerances — flatness, parallelism, perpendicularity, concentricity
True position — hole patterns and feature locations relative to datums
Complex contours — 3D surfaces that can't be measured with calipers
Profile tolerances — surface profile, line profile per GD&T
A good CMM report includes a full dimensional report with nominal, actual, deviation, and pass/fail for every measured feature. You should get this with every production run — at least for the first article and periodic sampling.
I've quoted jobs where the customer's own CMM inspection found parts that were within ±0.05mm but failed true position by 0.03mm. The parts technically fit — but the assembly had cumulative error that caused binding. That's why CMM matters: it catches the problems you can't see with a caliper.
In-Process Inspection vs. Final Inspection
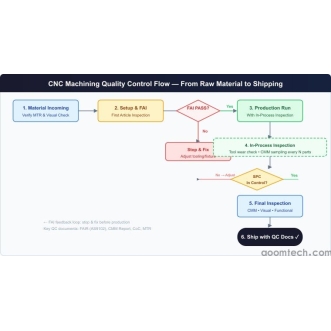
Here's a common mistake buyers make: thinking QC only happens at the end. Real quality control is built into the process, not inspected in at the end.
| Inspection Type | When It Happens | What It Catches | Cost to Fix |
|---|---|---|---|
| In-Process | During machining | Tool wear, thermal drift, chatter, fixture shift | $ — adjust and continue |
| Post-Process | After each operation | Dimensional errors, surface defects, burrs | $$ — rework single part |
| Final | After all machining | Full dimensional conformance, visual, functional | $$$$$ — scrap entire batch |
The best shops do all three. They measure critical features after roughing (before finishing passes), after each setup change, and then a full final inspection. This layered approach means tool wear gets caught after 10 parts, not 1,000.
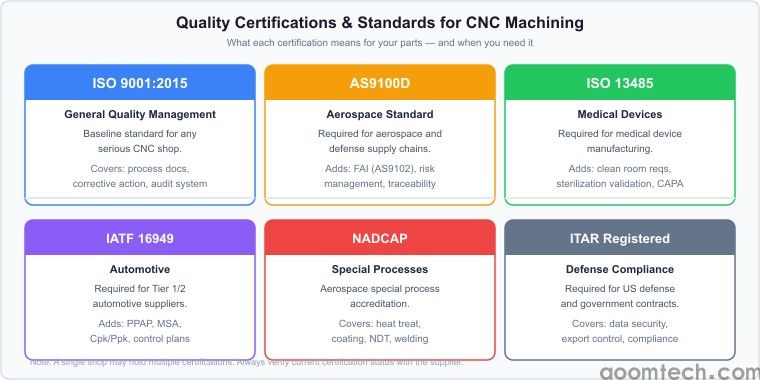
Material Certifications and Traceability
If your parts need to meet AS9100 (aerospace), ISO 13485 (medical), or IATF 16949 (automotive), material traceability is non-negotiable. Every bar of material should have a mill test report (MTR) that certifies the chemistry, mechanical properties, and heat treatment.
What to ask for:
Material certification — matches the grade specified on the drawing
Heat treat certification — if post-machining heat treatment is required
Certificate of Conformance (CoC) — the shop's statement that parts meet all requirements
If a shop tells you "we buy from reputable suppliers, it's fine" — that's not how traceability works. The paper trail has to follow the material from the mill to the finished part. Especially for aerospace and medical, the auditor will ask for it.
What a Quality CNC Shop Should Provide
When you're evaluating a CNC machining supplier, here's what good quality control looks like:
ISO 9001:2015 certification — minimum standard for any serious shop
Industry-specific certs — AS9100D for aerospace, ISO 13485 for medical
CMM capability — with temperature-controlled inspection room (thermal expansion affects measurements)
FAI procedure — documented first article inspection process
SPC data — statistical process control for production runs (Cp/Cpk values)
GD&T knowledge — the inspection team actually understands datum reference frames
Calibration system — all gages and CMM calibrated to NIST-traceable standards
One thing most buyers overlook: temperature control in the inspection room. Aluminum expands about 23 µm per meter per °C. If the inspection room is 5°C different from the machine shop floor, a 500mm part could show 0.115mm of measurement variation — enough to fail a ±0.1mm tolerance even though the part is actually good.
Quality Reports You Should Expect
Here's what a thorough QC package looks like:
| Report Type | What It Contains | When You Get It |
|---|---|---|
| FAI Report | Full dimensional results for first article, including CMM data | Before production run starts |
| FAIR (AS9102) | Aerospace-standard first article inspection report with 3 forms | First production batch |
| CMM Report | Dimensional data with pass/fail per feature, deviation values | With each shipment (or on request) |
| Material Cert | Mill test report with chemistry and mechanical properties | With first shipment or on request |
| Certificate of Conformance | Statement that parts meet all drawing and PO requirements | With every shipment |
My Take on CNC Quality Control
Here's what I've learned from quoting thousands of parts: the price difference between a shop with real QC and one without is usually 10-20%. That gap is smaller than people think. And the cost of a bad batch — scrapped parts, production delays, missed deadlines — is almost always higher than the QC premium.
When I'm working with a new shop, I ask three questions:
Can you show me your CMM room and tell me the last calibration date?
What's your procedure when a part fails first article — do you stop the run?
Can you provide Cp/Cpk data on critical features for production runs?
The shops that answer these three questions clearly are worth the premium. The ones that dodge or give vague answers — that's your signal to keep looking.
At AOOM Technology, quality control is built into every step of the process. We maintain ISO 9001-certified systems, temperature-controlled CMM inspection, and full material traceability. Upload your design and we'll provide a complete QC plan with your quote.
 CNC Machining for Consumer Ele
CNC Machining for Consumer Ele
 CNC Machining Cost Reduction:
CNC Machining Cost Reduction:
 CNC Machining Quality Control:
CNC Machining Quality Control:
 CNC Machining for Aerospace: A
CNC Machining for Aerospace: A