


CNC Machining Process for Custom Non-Standard Shaft Parts
CNC Machining Process for Custom Non-Standard Shaft Parts
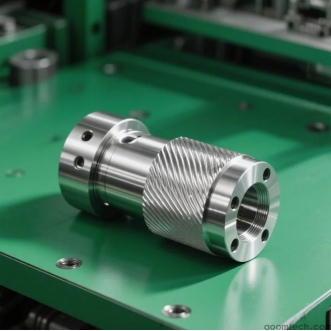
The CNC Machining Process for Custom Non-Standard Shaft Parts is widely used in modern manufacturing to produce precise, durable, and application-specific shaft components. These shafts are not standard catalog parts. They are designed for unique machines, special mechanical systems, and custom engineering needs. Because of this, every step—from design to final inspection—must be carefully controlled.
Pre-Machining Considerations for Custom Shaft Production
Part Design and Specifications
Clear and accurate design is the first step in successful shaft manufacturing. Custom non-standard shaft parts often have unique diameters, steps, grooves, threads, or keyways depending on their function.
Engineers typically use CAD (Computer-Aided Design) software to create a 3D model of the shaft. This model defines all key details such as length, tolerances, surface finish, and geometric features.
Good design should consider:
Load-bearing capacity and torque requirements
Rotational speed or linear motion needs
Assembly compatibility with other machine parts
Surface finish requirements for wear reduction
For example, a high-speed motor shaft requires excellent balance and tight tolerance, while a linear motion shaft may focus more on straightness and surface hardness. This stage is a key part of pre-machining for custom non-standard shaft CNC machining.
Material Selection
Material selection plays a major role in performance and machining efficiency. The choice depends on strength, corrosion resistance, weight, and cost.
Common materials include:
Carbon steel: Suitable for general-purpose shafts with good strength
Alloy steel: Used for high-strength and heavy-load applications
Stainless steel: Ideal for corrosion-resistant environments
Aluminum: Lightweight option for high-speed or low-load systems
Material hardness directly affects machining. Harder materials require stronger cutting tools, lower cutting speeds, and better cooling systems to avoid tool wear and heat damage.
CNC Machining Operations for Shaft Manufacturing
Turning Operations
Turning is the most important process in shaft production. In CNC turning, the shaft blank rotates while the cutting tool removes excess material to create a precise cylindrical shape.
There are two main stages:
Rough turning: Quickly removes extra material to form basic shape
Finish turning: Achieves final dimensions and smooth surface finish
Common tools include carbide inserts, which provide durability and heat resistance. Cutting parameters such as spindle speed, feed rate, and depth of cut must be adjusted based on material type and machining stage.
For example, soft aluminum allows higher speed and feed rate, while alloy steel requires slower, more controlled cutting. These steps are central to CNC operations in non-standard shaft part machining.
Drilling and Boring
Drilling is used to create internal holes in shafts for lubrication channels, fasteners, or weight reduction. Boring is used to enlarge or refine existing holes to achieve higher accuracy and better surface quality.
Key considerations include:
Selecting correct drill diameter and type
Ensuring proper alignment to avoid deviation
Using cooling fluid to prevent overheating
Controlling feed rate to avoid tool breakage
Boring tools are especially important when tight tolerances are required inside shaft holes.
Threading
Threading is required when shafts must connect with nuts, gears, or other mechanical components. It can be done using CNC threading inserts or single-point cutting tools.
Common thread types include metric and imperial threads, as well as coarse and fine pitch designs.
Accurate programming is essential to control thread pitch, depth, and lead. Incorrect threading can cause assembly failure or weak mechanical connections.
Tooling and Fixturing Solutions
Tool Selection and Management
Choosing the right tool is critical for machining non-standard shafts. Tool selection depends on material type, geometry, and required precision.
Examples include:
Carbide tools for hard steel machining
High-speed steel tools for general applications
Custom-ground tools for special shapes or angles
A proper tool management system helps track tool wear, usage time, and replacement cycles. Regular inspection ensures consistent quality and reduces machining errors.
Fixturing Solutions
Fixtures are used to hold the shaft securely during machining. Proper fixturing prevents vibration, movement, and misalignment.
For non-standard shaft shapes, custom fixtures are often required. These fixtures must support the part evenly without causing deformation.
A well-designed fixture ensures:
Stable positioning during high-speed rotation
Accurate alignment with CNC machine axes
Resistance to cutting forces and vibration
Quality Control in Shaft Machining
In-Process Inspection
In-process inspection is essential for maintaining accuracy during production. Measurements are taken at different stages of machining to detect errors early.
Common inspection tools include calipers, micrometers, and dial indicators.
Key inspection points include:
Shaft diameter after each turning pass
Straightness and alignment of the shaft body
Hole position and depth accuracy
This step is an important part of quality control in CNC machining of custom non-standard shaft parts.
Final Inspection and Testing
After machining is completed, a final inspection ensures all specifications are met. This includes checking dimensions, surface finish, and thread quality.
Functional testing may also be required depending on application. For example, a rotating shaft may be tested for balance and vibration performance.
Final inspection ensures the shaft performs reliably in real working conditions and meets engineering standards.
Conclusion
The CNC Machining Process for Custom Non-Standard Shaft Parts requires careful planning, precise machining operations, and strict quality control. From design and material selection to turning, drilling, threading, and final inspection, every step plays a key role in product success.
By following proper engineering practices and using the right tools and fixtures, manufacturers can produce high-quality custom shafts that meet demanding industrial requirements with accuracy and consistency.
 How to Ensure Precision in CNC
How to Ensure Precision in CNC
 Small Batch Precision CNC Mach
Small Batch Precision CNC Mach
 What surface finish can CNC ma
What surface finish can CNC ma
 CNC Machining Tolerance Settin
CNC Machining Tolerance Settin