


Common Problems in CNC Machining of Small High-Precision Parts
Common Problems in CNC Machining of Small High - Precision Parts
Introduction to Small High - Precision Part Machining
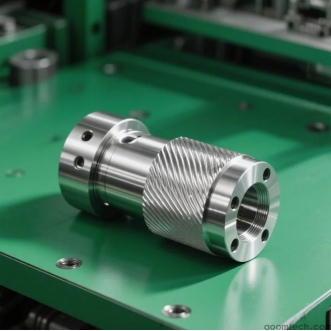
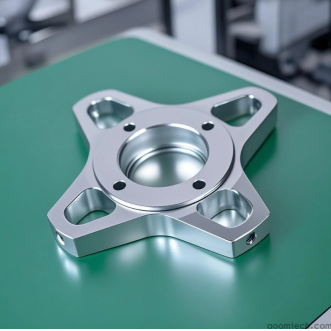
Small high - precision parts are widely used in industries such as electronics, medical devices, automotive systems, and aerospace engineering. These parts may look simple, but they often play a very important role in the performance of complex systems. Examples include tiny connectors in smartphones, miniature shafts in medical instruments, and micro components in aerospace sensors.
However, manufacturing these parts is not easy. The main challenge is that they require extremely tight tolerances and very stable machining conditions. Even a very small error can cause failure in assembly or affect product performance. This is why understanding the Common Problems in CNC Machining of Small High - Precision Parts is essential for engineers, manufacturers, and buyers.
Common Machining Problems
Dimensional Inaccuracy
One of the most frequent issues is dimensional inaccuracy. In small parts, even a deviation of a few microns can lead to assembly failure. This problem is often described as dimensional inaccuracy in small high - precision part CNC machining.
It can be caused by several factors:
Tool wear during long machining runs
Thermal expansion of the machine or workpiece
Programming or tool path errors
Improper machine calibration
For example, a miniature shaft used in a precision instrument may become slightly oversized due to tool wear, causing it to not fit into its bearing.
To detect this problem, manufacturers use precision tools such as micrometers, digital calipers, and coordinate measuring machines (CMMs). To prevent it, regular calibration, tool replacement, and temperature control in the workshop are highly recommended.
Surface Finish Issues
Surface quality is another major challenge in small precision machining. Poor surface finish can increase friction, reduce durability, and affect appearance. These issues are commonly known as surface finish issues in small high - precision part machining.
Typical causes include:
Dull cutting tools
Improper cutting speed or feed rate
Machine vibration or instability
Tool marks and burr formation
For instance, in optical or medical components, a rough surface can reduce performance or even make the part unusable.
To solve this, manufacturers should use sharp, high - quality cutting tools, optimize machining parameters, and ensure the CNC machine has strong rigidity and vibration control.
Chip Formation and Removal Problems
Chip control is especially difficult in small-scale machining. Chips can easily accumulate in narrow spaces, causing machining errors or even tool breakage.
Common issues include chip clogging in small holes and poor chip evacuation during deep cutting operations.
Effective chip management strategies include:
Using tools designed for efficient chip evacuation
Applying coolant or air blast systems properly
Optimizing machining sequence for better chip flow
Avoiding deep cuts without proper chip removal paths
If chips are not removed properly, they can scratch the surface, reduce accuracy, and increase tool wear.
Tool Wear and Breakage
Tool wear is one of the most critical issues in CNC machining of small high - precision parts. Small tools such as micro end mills are more fragile and wear out faster. This is known as tool wear in CNC machining of small high - precision parts.
Main causes include:
High cutting stress on small tool tips
Incorrect cutting speed or feed rate
Hard or abrasive materials
Insufficient cooling or lubrication
Tool wear can directly affect part accuracy and surface quality. In severe cases, it may lead to sudden tool breakage, damaging both the workpiece and machine.
To monitor tool condition, manufacturers use tool-life tracking systems or regular visual inspection under magnification. Choosing the correct tool material, such as carbide or coated tools, also helps extend tool life.
Solutions and Preventive Measures
Process Optimization
Process optimization is the foundation for solving most machining problems. It involves selecting the right machine, tools, and cutting parameters based on part requirements.
Key optimization practices include:
Using high-precision CNC machines with good thermal stability
Adjusting cutting speed, feed rate, and depth of cut properly
Running test cuts before mass production
Optimizing tool paths to reduce vibration and stress
A well-optimized process reduces errors and improves consistency in production.
Quality Control and Inspection
Strict quality control is essential in small high-precision machining. Inspection should be performed at multiple stages, not only at the final step.
Common inspection methods include:
In-process measurement using calipers and micrometers
Advanced inspection using CMM systems
Surface roughness testing tools
Final visual and dimensional inspection
A good quality control system helps detect problems early, reduce waste, and improve overall production efficiency.
Conclusion
Understanding the Common Problems in CNC Machining of Small High - Precision Parts is essential for achieving high-quality manufacturing results. Issues such as dimensional inaccuracy, surface finish defects, chip control difficulties, and tool wear can significantly affect product performance.
By applying proper process optimization, using high-quality tools, and maintaining strict inspection standards, manufacturers can greatly reduce these problems and improve production reliability.
In modern industries where precision is critical, continuous improvement and careful process control are the keys to success.
 How to Ensure Precision in CNC
How to Ensure Precision in CNC
 Small Batch Precision CNC Mach
Small Batch Precision CNC Mach
 What surface finish can CNC ma
What surface finish can CNC ma
 CNC Machining Tolerance Settin
CNC Machining Tolerance Settin