


CNC Machining Process Flow for Cast Iron Parts
Introduction to CNC Machining of Cast Iron Parts
Cast iron is one of the most important materials in modern manufacturing. It is widely used because it has high compressive strength, excellent wear resistance, and relatively low production cost. These properties make it suitable for heavy-duty and long-lasting components.
In real industrial applications, cast iron parts are found in engine blocks, machine tool bases, brake components, pumps, and pipe fittings. For example, in the automotive industry, engine blocks made of cast iron help improve durability and reduce vibration. In machine tools, cast iron bases provide stability and reduce deformation during operation.
The CNC Machining Process Flow for Cast Iron Parts is designed to transform raw castings into precise, functional components through controlled and repeatable machining steps.
Pre-Machining Considerations for Cast Iron Parts
Inspection of Castings
Before machining begins, cast iron castings must be carefully inspected. This step ensures that internal or surface defects will not affect the final product quality.
Common defects include porosity, shrinkage cavities, cracks, and uneven surfaces. These issues can weaken the part or cause machining failure.
Non-destructive testing methods are commonly used, such as:
Ultrasonic testing for internal defects
Magnetic particle inspection for surface and near-surface cracks
A proper inspection checklist should include surface condition, dimensional allowances, and visual defect checks. Only qualified castings should proceed to machining.
Material Grade Selection
Choosing the correct cast iron grade is essential for performance and machinability. Different grades offer different mechanical properties:
Gray cast iron: excellent vibration damping and good machinability
Ductile cast iron: higher tensile strength and toughness
Malleable cast iron: good ductility and impact resistance
The grade directly affects cutting forces, tool wear, and surface finish. Engineers should select the material based on load conditions, working environment, and required durability.
Part Design Review
A design review is a key part of pre - machining considerations for CNC cast iron part processing. The design should be optimized for machining efficiency and structural stability.
Sharp internal corners should be avoided because they increase stress concentration. Thin walls may crack during machining due to vibration or cutting force.
Using CAD/CAM simulation helps detect design problems early. Recommended improvements include adding fillets, increasing wall thickness where needed, and applying proper draft angles for better tool access.
CNC Machining Operations for Cast Iron Parts
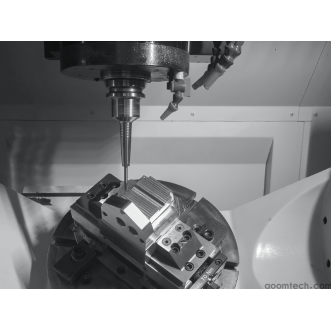
Milling Operations
Milling is one of the most common processes in cast iron machining. It is used to create flat surfaces, slots, pockets, and complex 3D shapes.
Milling operations in CNC cast iron part machining require carbide end mills because cast iron is abrasive and causes tool wear. Proper cutting parameters are very important:
Low spindle speed for rough cutting to improve tool life
Higher speed and lighter feed for finishing to improve surface quality
Appropriate depth of cut depending on part rigidity
Toolpath programming should ensure smooth cutting transitions to reduce vibration and improve dimensional accuracy.
Turning Operations
Turning is used for cylindrical cast iron parts such as shafts, bushings, and rings. It shapes both inner and outer diameters with high precision.
Carbide inserts are commonly used due to their hardness and wear resistance. Proper alignment of the tool and workpiece is essential for accuracy.
Coolant is often applied to control heat and improve chip removal. Tailstock support may be required for long or slender parts to prevent bending.
Drilling and Boring Operations
Drilling is used to create initial holes, while boring is used to enlarge and refine them to precise dimensions.
For cast iron, specialized drill bits are required to reduce burr formation and avoid cracking. Peck drilling is commonly used to break chips and improve hole quality.
Accurate hole positioning is critical, especially for parts used in assemblies. Proper coolant flow also helps improve tool life and surface finish.
Tooling and Fixturing for Cast Iron Parts
Tool Selection
Tool selection plays a major role in machining efficiency and quality. Carbide tools are widely used because they offer high wear resistance against abrasive cast iron.
Tool geometry also matters. For example, a negative rake angle can increase tool strength during rough machining, while a positive rake angle can improve surface finish during finishing.
Regular tool inspection is necessary to avoid unexpected breakage and maintain consistent quality.
Fixturing Design
A stable fixturing system is essential for safe and accurate machining. Cast iron parts are heavy and brittle, so improper clamping can cause cracks or deformation.
Common fixturing methods include heavy-duty vises, custom fixtures, and magnetic chucks for suitable shapes.
Good fixture design ensures:
Stable workpiece positioning
Proper alignment with CNC machine axes
Even force distribution to prevent damage
Quality Control in CNC Machining of Cast Iron Parts
In-Process Inspection
Quality control in CNC - machined cast iron parts begins during machining. In-process inspection ensures that errors are detected early before they affect the final product.
Operators use tools such as calipers, micrometers, and coordinate measuring machines (CMMs) to check dimensions.
Typical inspection points include slot width, hole diameter, and surface roughness. If deviations are found, machining parameters are adjusted immediately.
Final Inspection
After machining is complete, a full inspection is performed. This includes checking all critical dimensions, surface finish, and functional requirements.
Only parts that meet tolerance standards and design specifications are approved for delivery. Non-conforming parts are either reworked or rejected.
Post-Machining Processes for Cast Iron Parts
Deburring and Edge Finishing
Machining often leaves sharp edges or burrs on cast iron parts. These must be removed for safety and performance reasons.
Deburring can be done manually using tools or through automated processes such as abrasive blasting. Edge finishing methods like chamfering and rounding also improve durability and reduce stress concentration.
Heat Treatment and Surface Treatment
Heat treatment is used to improve mechanical properties such as hardness and toughness. Common processes include annealing, quenching, and tempering.
Surface treatments such as painting, coating, or plating help improve corrosion resistance and extend service life.
The choice of treatment depends on the working environment and performance requirements of the part.
Conclusion
The CNC Machining Process Flow for Cast Iron Parts involves a complete and structured sequence: inspection, design review, machining operations, tooling selection, quality control, and post-processing.
Each step plays an important role in ensuring accuracy, durability, and performance. By following proper procedures and maintaining strict quality control, manufacturers can produce reliable cast iron components for demanding industrial applications.
 Process of Custom High-Precisi
Process of Custom High-Precisi
 CNC Machining Parameter Settin
CNC Machining Parameter Settin
 5 Key Tips for CNC Machining o
5 Key Tips for CNC Machining o
 Small-batch Precision Parts 5-
Small-batch Precision Parts 5-