


CNC Machining Prototype Service
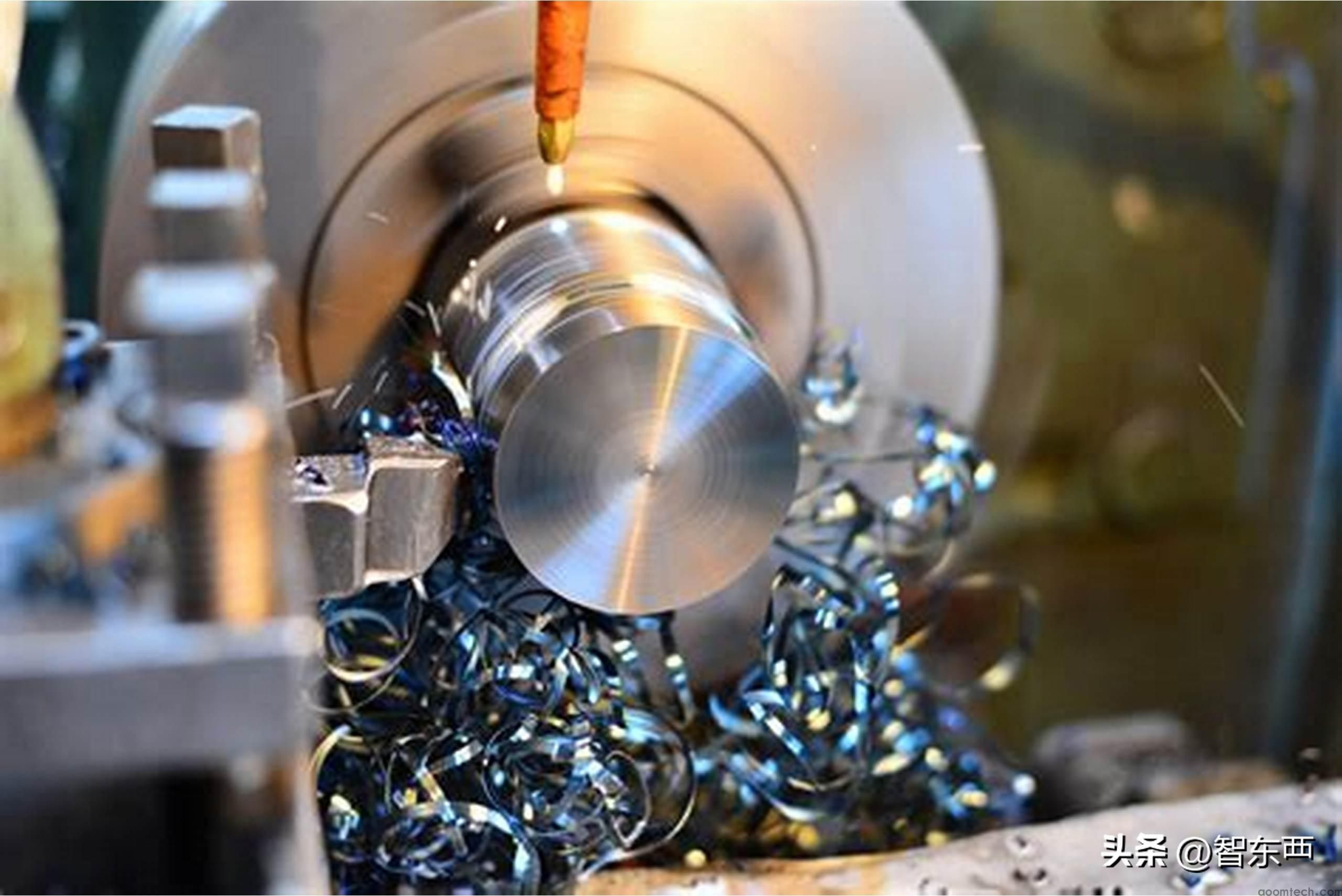
A CNC machining prototype service is used when a team needs real parts, not only visual models. It is a good choice for functional testing, fit checks, assembly checks, and early low-volume builds because CNC can machine metal and plastic parts directly from solid stock with high repeatability. Major suppliers position CNC prototypes as a strong option when you need real engineering materials, tight dimensions, and parts in days rather than waiting for production tooling.
This matters because many buyers face the same problems. They need to move fast, but they do not want to pay too much for setup, special tooling, or rework. They also need clear expectations on cost, lead time, and quality before they place an order. A good CNC partner should help reduce that risk with fast quoting, design-for-manufacturability feedback, clear tolerance communication, and optional inspection documents when the part is critical.

Why companies use a CNC machining prototype service
The main reason is simple: CNC prototypes can behave much more like final production parts than early concept models. Protolabs notes that functional prototypes are used to validate design assumptions, check tolerances and assembly feasibility, and test materials and finishes. Xometry also explains that CNC machining keeps the mechanical properties of the chosen bulk material because the part is cut from fully dense stock instead of being built layer by layer.
This is why a CNC machining prototype service is often the right choice for brackets, housings, fixtures, shafts, covers, test hardware, and other mechanical parts that must survive real loads, real heat, or real assembly conditions. If your team only needs a very early shape model, 3D printing may be faster and cheaper. But if you need the prototype in its final material, CNC is usually the better path. Xometry says 3D printing is commonly chosen for low-cost early prototypes, while CNC is a strong option when the prototype must be evaluated in its final metal or plastic material. Fictiv also describes CNC as especially useful for functional element testing.
Advantages of CNC machining prototype services
One of the biggest advantages of CNC machining prototype services is speed with real manufacturing value. Protolabs states that machined prototypes can ship in as fast as one day for suitable jobs. Xometry lists standard lead time at about three business days for many CNC orders, and Fictiv describes CNC prototype timelines as commonly one to ten days depending on complexity. This means a team can test, revise, and reorder quickly without waiting for molds or hard tooling.
Another benefit is precision. Major suppliers commonly describe general CNC tolerances around ±0.005 in or about ±0.125 mm for many standard features, with tighter control available when required by the drawing. Xometry also notes that precision work can go to sub-±0.001 in when the part, process, and inspection plan support it. That level of control is valuable when a prototype must mate with bearings, seals, fasteners, or existing assemblies.
CNC also scales well. A good supplier can make one prototype today and support pilot or bridge quantities later. Xometry describes CNC as suitable from one-off parts to runs above 10,000 units, depending on part type, while Protolabs presents CNC as useful for both prototypes and lower-volume production components. For teams that want fewer supplier changes between development and launch, this is a practical advantage.
Choosing a cost-effective CNC machining prototype service
Choosing a cost-effective CNC machining prototype service is not only about the lowest unit price. It is about getting the right part, at the right speed, with the right level of inspection, without paying for features you do not need. Start by checking whether the provider gives fast quoting and DFM feedback. Protolabs and Xometry both highlight online quoting and manufacturability feedback, which can help you catch expensive features before production starts.
Next, check process fit. Ask what machines the supplier actually uses and whether that matches your part. Protolabs lists 3-axis milling and 5-axis indexed milling for CNC milling. Protolabs Network explains that indexed 5-axis machining can reduce manual repositioning and improve precision on multi-face parts, but it also comes at higher cost than 3-axis machining. If your geometry is simple, paying for 5-axis may not make sense.
Then look at quality systems and documents. ISO explains that ISO 9001 sets globally agreed requirements for a quality management system and gives a structure for consistency and continual improvement. That is a useful trust signal, but for prototype buying you should also check for part-level documents such as a certificate of conformity, material test report, dimensional report, or first article inspection. Major providers explicitly offer these options.
A reliable provider should also be easy to work with when your design is still changing. Fictiv says a drawing is required if you want certificates of conformity, first article inspections, CMM reports, or material certifications. That is important because many delays come from incomplete files, unclear notes, or missing critical dimensions. If your supplier explains these rules clearly before you order, that is usually a good sign.
Ask about materials: Do they stock the alloy or plastic you need, or must they source it first? Material availability affects both cost and lead time.
Ask about inspection: Can they provide FAI, CMM data, material certs, and a certificate of conformity if the project needs them?
Ask about design help: Do they provide DFM feedback before you pay? This can save a lot of money on the first revision.
Ask about repeat orders: Can they hold the same process and documentation standard when you move from one prototype to a pilot batch? Providers that support both prototyping and low-volume production are often easier to scale with.
Cost control in a CNC machining prototype service
The biggest reason prototypes become expensive is that buyers pay for manufacturing effort they do not really need. Protolabs Network explains that machining time is often the main cost driver, and that cost also rises with extra setups, specialty materials, special tooling, and added finishing steps. For low quantities, fixed start-up work matters even more because programming, setup, and fixturing are spread over only a few parts.

What usually raises the quote
Too many machine setups: Repositioning a part adds manual work and may require custom fixtures. Designing for one setup, or splitting a difficult part into easier parts, can lower cost.
Deep cavities and small internal corners: Deep pockets remove more material and often need longer or smaller tools, which slows cutting. Small corner radii also require smaller tools and more passes.
Tight tolerances everywhere: Protolabs Network says tight tolerances increase cost and should be applied only where function requires them.
Hard or expensive materials: Material cost and machinability both matter. Protolabs Network notes that machinable materials cut faster and usually cost less overall, while harder materials like stainless steel often take much longer.
Multiple finishes: Extra finishing steps and masking add cost. If an as-machined surface is acceptable, keep it simple.
In practice, the best way to lower the quote is to protect only what matters. Use normal tolerances on noncritical faces. Put tight limits only on fit, sealing, alignment, or wear features. Use standard materials when possible. Keep the geometry simple. If you need several revisions, order only what the team truly needs for the next decision point. These are the most useful forms of cost-control in CNC prototype machining because they reduce machining time without hurting function.
If you are comparing suppliers, compare the total prototype cost, not only the piece price. A supplier with better DFM feedback may save one full design loop. Xometry notes that manufacturing networks can be cost-effective for prototype CNC work because they combine lower costs with short lead times, while Fictiv says digital workflows reduce quoting delays and pre-production friction.
Lead-time considerations for CNC machining prototype services
Lead-time considerations for CNC machining prototype services should be discussed early, because prototype speed depends on more than machine time. Among major providers, Protolabs says some machined prototypes can ship in as fast as one day, Xometry lists standard lead time around three business days for many CNC jobs, and Fictiv says CNC prototyping commonly takes one to ten days, though specialized suppliers can do simple parts in one to three days.
The reason for this wide range is that lead time changes with geometry, material, setups, surface finish, inspection, and logistics. Fictiv states that complex geometry, multiple setups, higher tolerances, better finish requirements, and complex fixturing all increase lead time. Xometry also says rapid machining delivers parts in days rather than weeks by reducing delay from model to delivery, but that speed depends on automation and process fit.
If schedule is critical, be careful with documentation choices. Fictiv notes that a CMM report must be called out on a drawing and can add three to five business days to lead time. That does not mean you should skip inspection. It means you should request advanced reports only for the dimensions or parts that truly need them.
Use standard stock materials whenever they meet the job. Specialty alloys and plastics can delay sourcing.
Simplify the first revision so it can be machined with fewer setups. Complex geometry slows both programming and cutting.
Limit tight tolerance callouts to the few features that truly control fit and function.
Send a clear PDF drawing when you need inspection, certification, or special notes. Missing drawing information is a common source of delay.
How to get consistent quality from a CNC machining prototype service
Quality problems in prototype work usually come from unclear design intent, not only from poor machining. Protolabs Network explains that technical drawings are important because they communicate technical requirements between the designer and the manufacturer, reduce ambiguity, and help ensure the part is produced to the required specification. The same guide recommends dimensioning critical features clearly and using common baselines or datums to reduce cumulative error.
For many standard prototype jobs, common service benchmarks are around ±0.005 in or ±0.125 mm on general dimensions, with tighter control available where needed. Xometry lists as-machined finish at 125 Ra or better and says edges are normally broken and deburred by default. For precision surfaces, Xometry notes that finer finishes such as 16 µin Ra may require optimized tooling, fine passes, and sometimes secondary finishing, which adds cost and time. These numbers help set expectations before you order.
If a few features matter much more than the rest, use GD&T or clear tolerance notes rather than tightening every dimension on the drawing. Protolabs Network says GD&T communicates engineering intent more clearly and can let some tolerances stay looser while still meeting design goals, which improves quality and can reduce manufacturing cost. Xometry also advises against over-defining drawings because it can make them harder to interpret.
When the part is important, ask for the right proof. Fictiv defines first article inspection as a formal check that shows the manufacturing process can consistently produce parts that meet the drawing and specification requirements. Typical tools include CMMs, calipers, micrometers, optical comparators, and surface finish testers. Protolabs and other major suppliers also offer part-level documents such as FAI reporting, material certifications, and certificates of conformity.
In short, quality control in CNC machining prototype services works best when you combine a clear CAD model, a clean PDF drawing, realistic tolerances, and the right inspection level. ISO 9001 certification is useful because it shows the supplier works within a formal quality management system, but for critical prototype parts the drawing, the inspection report, and the material document are what protect you on a part-by-part basis.
A simple ordering checklist
Before you send out an RFQ for a CNC machining prototype service, prepare the project like this:
Upload the 3D CAD model. This is the base file most services use for geometry and quoting.
Add a PDF drawing if the part has critical dimensions, special threads, finish notes, or inspection requirements. This is especially important for FAI, CMM reports, certificates of conformity, and material certifications.
Mark only the truly critical features. Put the tightest tolerances on fit, sealing, alignment, or safety-related features, not on everything.
Choose the simplest process that can do the job. If 3-axis machining works, do not pay for 5-axis. If the part only needs early shape feedback, a non-CNC process may be enough for the first round.
Ask for DFM feedback before ordering. Fast feedback can remove deep pockets, extra setups, or unnecessary tight tolerances before they become cost and schedule problems.
Ask what documents you will receive. For serious prototype programs, that can include FAI, CMM data, material reports, and a certificate of conformity.
When handled well, a CNC machining prototype service gives you more than a machined part. It gives you a faster learning cycle, more reliable functional testing, and a smoother path from design review to pilot build. The most successful buyers keep the geometry simple, protect only the dimensions that matter, choose suppliers with strong DFM and quality systems, and match the inspection level to the real risk of the part.
 How to Ensure Precision in CNC
How to Ensure Precision in CNC
 Small Batch Precision CNC Mach
Small Batch Precision CNC Mach
 What surface finish can CNC ma
What surface finish can CNC ma
 CNC Machining Tolerance Settin
CNC Machining Tolerance Settin