


CNC Machining of Connector Parts for Communication Equipment
CNC Machining of Connector Parts for Communication Equipment
The CNC Machining of Connector Parts for Communication Equipment plays a critical role in modern electronics and networking systems. From smartphones and Wi-Fi routers to large telecom base stations, connector parts ensure stable electrical signals and reliable power transfer between components. Without high-quality connectors, communication systems would suffer from unstable connections, data loss, and even complete device failure.
This article explains how connector parts are designed and manufactured using CNC machining, what makes them challenging to produce, and how manufacturers ensure high precision and quality.
Introduction to Connector Parts in Communication Equipment
Function and Significance
Connector parts are small but essential components that link electronic modules together. Their main job is to provide both electrical conductivity and mechanical stability. In communication equipment, they are responsible for transmitting signals and power between circuits.
For example, in a smartphone, connectors link the motherboard to the battery, display, and antenna modules. In a telecom base station, connectors help manage high-frequency signal transmission. If a connector is poorly manufactured, it can lead to weak signals, intermittent connections, or total communication failure.
Characteristics of Connector Parts for CNC Machining
Precision Requirements
One of the most important factors in connector production is accuracy. The precision requirements for CNC machining connector parts in communication equipment are extremely strict, often requiring tolerances of ±0.05mm or even tighter.
Critical dimensions include pin diameters, socket depths, and spacing between contact points. Even a small deviation can cause loose fitting or excessive contact resistance. For instance, if a pin is slightly undersized, it may not maintain stable electrical contact, leading to signal interruption in communication systems.
Complex Geometries
Connector parts often feature complex internal and external structures. These may include multiple cavities, angled pins, locking mechanisms, and fine signal-routing channels.
Such geometries require advanced CNC programming and multi-axis machining capabilities. A simple machining error in internal channels can affect signal integrity, especially in high-frequency communication devices where precision is critical.
Material Considerations
Connector parts are typically made from materials with excellent electrical conductivity and mechanical strength. Common materials include brass, copper, and copper alloys.
For high-performance applications, beryllium copper is often used because of its excellent elasticity, fatigue resistance, and conductivity. However, these materials vary in hardness and machinability. Softer metals like copper can deform easily during cutting, while harder alloys require more durable cutting tools and optimized machining parameters.
CNC Machining Processes for Connector Parts
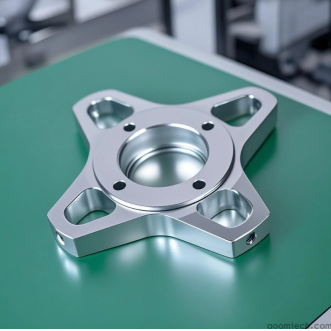
Milling
Milling is widely used in producing connector housings and complex surface features. It allows manufacturers to create precise flat surfaces, grooves, and 3D geometries.
For example, CNC milling can shape the outer casing of a connector and form precise alignment features. Selecting the right end mills, such as small-diameter carbide tools, is essential for achieving high accuracy and fine surface finish.
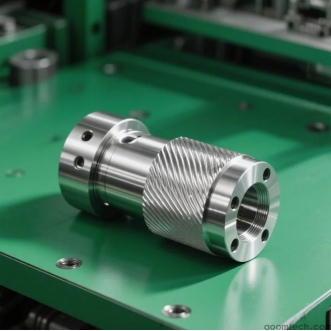
Turning
Turning is commonly used to produce cylindrical components such as pins and contact shafts. In this process, the workpiece rotates while a cutting tool removes material to achieve the desired shape.
High concentricity is critical in connector pins to ensure proper alignment during assembly. Improper chucking or tool setup can lead to eccentricity, which affects electrical contact reliability.
Drilling and Boring
Drilling is used to create initial holes for pins, fasteners, or wiring channels. Boring is then used to refine these holes to precise dimensions.
In connector manufacturing, hole accuracy is essential. Even minor deviations can affect pin insertion force or lead to misalignment during assembly. Therefore, controlled drilling and precision boring are key steps in ensuring functional performance.
Tooling and Equipment for CNC Machining of Connector Parts
Cutting Tools
High-quality cutting tools are essential for producing reliable connector parts. Carbide tools are commonly used because of their hardness and wear resistance.
Coated tools, such as those with titanium nitride (TiN), improve tool life and reduce friction during cutting. Common tools include micro-drills for fine holes, end mills for shaping, and boring bars for precision hole finishing.
CNC Machines
Advanced CNC machining centers are required for manufacturing connector parts with high precision. Multi-axis machines (such as 4-axis or 5-axis systems) are often preferred because they can machine complex geometries in a single setup.
These machines provide high spindle speeds, stable feed control, and precise motion systems. The quality of the control system directly affects machining accuracy and repeatability, which are critical for mass production of connector components.
Quality Assurance in CNC Machining of Connector Parts
In-process Quality Control
Continuous monitoring during machining is essential to maintain consistent quality. Manufacturers use precision measuring tools such as calipers, micrometers, and coordinate measuring machines (CMMs).
This step helps detect deviations early in the production process. For example, if a drilled hole begins to drift out of tolerance, adjustments can be made immediately to avoid producing defective parts.
This approach is a key part of quality assurance in CNC machining of communication connector parts, ensuring that errors are minimized before final production.
Final Inspection and Testing
After machining, connector parts undergo strict final inspections. These include dimensional verification, surface quality checks, and functional testing.
Electrical conductivity tests ensure stable signal transmission, while mechanical tests evaluate durability and insertion force. In some cases, environmental tests such as temperature cycling or vibration testing are also performed to simulate real-world operating conditions.
These steps ensure that connector parts meet industry standards and perform reliably in communication systems.
Key CNC Machining Processes for Communication Equipment Connector Parts CNC
The machining processes for communication equipment connector parts CNC require a combination of precision engineering, advanced equipment, and strict quality control. From material selection to final inspection, every step must be carefully managed to ensure performance and reliability.
High-precision CNC milling for complex housing structures
Accurate turning for cylindrical contact pins
Controlled drilling and boring for tight-tolerance holes
Advanced multi-axis machining for complex geometries
Conclusion
CNC machining is at the core of modern connector manufacturing for communication equipment. As devices become smaller and more powerful, the demand for higher precision and better performance continues to grow.
By combining advanced CNC technology, high-quality materials, and strict inspection systems, manufacturers can produce connector parts that ensure stable communication and long-term reliability. Understanding these processes helps engineers and buyers make better decisions when selecting manufacturing partners or designing new products.
 How to Ensure Precision in CNC
How to Ensure Precision in CNC
 Small Batch Precision CNC Mach
Small Batch Precision CNC Mach
 What surface finish can CNC ma
What surface finish can CNC ma
 CNC Machining Tolerance Settin
CNC Machining Tolerance Settin