


What Factors Affect CNC Machining Quote?
What Factors Affect CNC Machining Quote?
If you've ever sourced custom CNC machined parts, you've probably noticed something strange: two shops can quote the same part and come back with numbers that look nothing alike. One might be 30% higher, and you're left wondering if you're being overcharged — or if the cheaper shop is cutting corners you'll regret later.
The truth is, a CNC machining quote tells a story about your part. Every number comes from real, measurable factors. Once you understand what drives those numbers, you'll be able to spot a fair quote from a mile away.
1. Part Design and Geometry
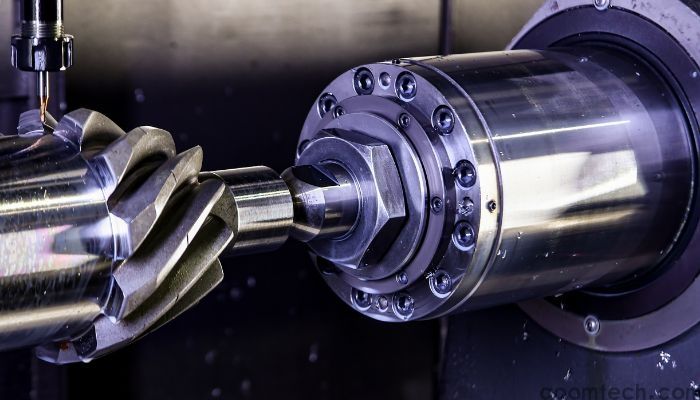
This is the single biggest factor in any CNC machining quote. A simple block with a few holes is cheap to make. A complex housing with deep cavities, tight internal corners, and thin walls is not. Every feature on your drawing costs time on the machine.
Tight tolerances are the biggest cost driver here. A standard tolerance of ±0.1mm adds nothing to the price. But when you ask for ±0.01mm, the machinist has to slow down the spindle, use lighter cuts, inspect more frequently, and accept a higher scrap rate. That adds up fast.
Here's a real example from our shop floor. A customer wanted a 6061 aluminum bracket with ±0.01mm on every dimension. After reviewing the part function, we pointed out that only two mating surfaces actually needed that level of precision. The rest could run at ±0.1mm. The result? Their per-part cost dropped by 35%. No change to part performance at all.
2. Material Selection
Material typically accounts for 15 to 30 percent of your total CNC machining cost. But here's what a lot of buyers miss — the material price per kilo is only half the story. Machinability matters just as much.
6061 aluminum cuts fast and easy, so machining time is short. 304 stainless is tougher on tools and takes longer to cut. A "cheaper" material that's harder to machine can end up costing you more in labor than a pricier but easier-to-cut alternative. When we quote a job in 7075 aluminum versus 6061, the material itself costs more, but the machining time is similar. When we quote stainless steel, we factor in additional tool wear and slower feed rates.
3. Order Quantity and Setup Costs
This one seems obvious, but let me walk through why quantity matters so much. Every new job requires CAM programming, fixture design, and machine setup. At AOOM, these are one-time costs. On a 1-piece prototype, you're absorbing the full setup cost yourself. On a 500-piece production run, that setup cost is spread thin across every part.
But here's the nuance — after a certain point, the savings level off. For example, going from 100 to 500 pieces gives you a meaningful per-part drop. Going from 500 to 2,000? The drop is smaller, because material cost starts to dominate. We always advise clients to find their "sweet spot" quantity where setup amortization meets material cost efficiency.
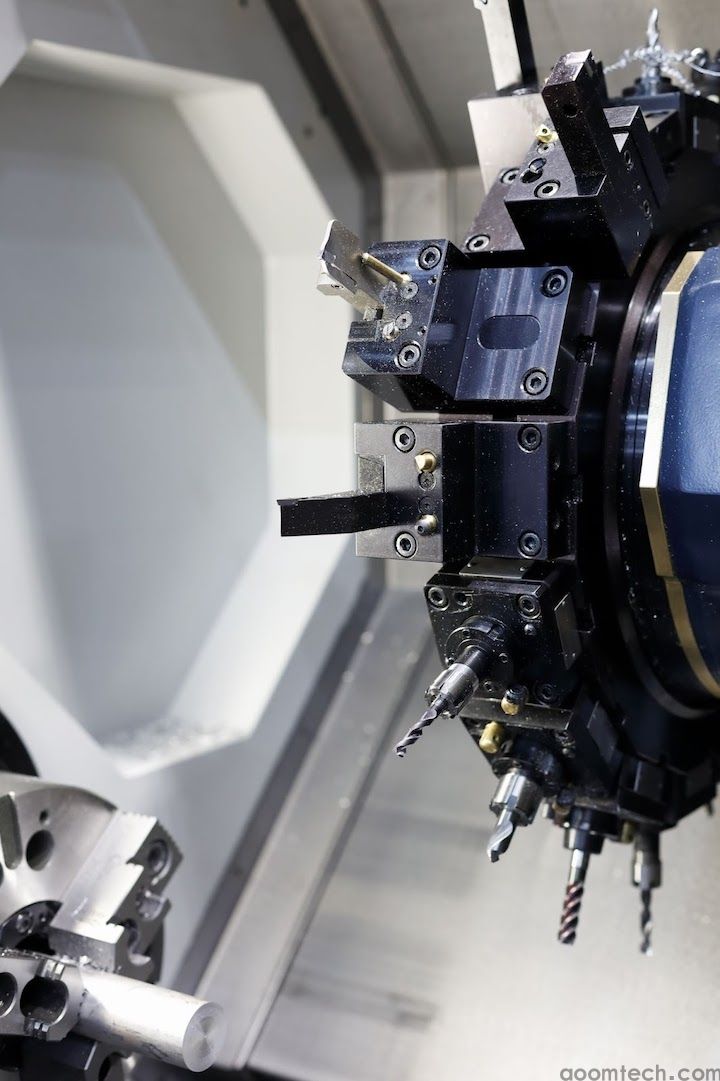
4. Machining Time and Labor
This is what you're really paying for: time on a precision machine tool. A 3-axis mill runs at roughly $50 to $80 per hour. A 5-axis machine is $100 to $200 per hour. The CAM software estimates cycle time based on your part geometry, and that time gets multiplied by the machine rate.
I see buyers make the same mistake all the time — comparing only the per-part dollar amount between two quotes. A slightly higher quote from a shop with newer machines and experienced programmers might actually mean less machining time and more reliable delivery. The cheaper shop could be running older equipment that takes twice as long. You're paying for expertise and reliability, not just machine hours.
5. Surface Finishing and Secondary Operations
As-machined parts have visible tool marks. If you need a smooth surface, color, or corrosion protection, that adds steps. Clear anodize is the most economical option. Type III hard coat anodize costs more but provides wear resistance for demanding applications. Passivation, powder coating, plating — each adds its own process time and cost.
We had a client recently who specified electroless nickel plating on a part that only needed basic corrosion protection. Switching them to clear anodize saved 40% on finishing costs. The part still performs exactly as needed.
6. Quality Control and Inspection
Does your part need basic dimensional checks with calipers, or full CMM inspection with a detailed report? The level of QC directly affects your quote. At AOOM, we include first article CMM inspection on every order at no extra charge. But if you need 100% inspection with serialized reports for every piece, that adds labor time and cost.
Getting a CNC Quote That Works for You
The best way to get an accurate quote is to provide a complete 3D CAD model (STEP format preferred) along with a 2D drawing that clearly calls out critical tolerances and surface finish requirements. The more information you provide upfront, the fewer revision cycles — and the faster your parts get to you.
When you receive a CNC machining quote, ask the supplier to break it down. A transparent shop will be happy to show you exactly where the costs are. If they can't or won't, that's a red flag.
Ready to get a quote for your next project? Send your CAD files to chen@aoomtech.com. We'll respond with a detailed breakdown and free DFM recommendations within 24 hours.
 CNC Machining Aluminum vs Stee
CNC Machining Aluminum vs Stee
 Small Batch Precision CNC Mach
Small Batch Precision CNC Mach
 How to Ensure Precision in CNC
How to Ensure Precision in CNC
 How to Calculate CNC Machining
How to Calculate CNC Machining