


CNC Machining High-Precision Molds
CNC Machining High - Precision Molds plays a critical role in modern manufacturing. It enables the production of molds that form complex, highly accurate components used across industries such as automotive, electronics, aerospace, and medical devices. These molds must deliver extremely tight tolerances and smooth surface finishes to ensure that every final product performs reliably and consistently.
From engine components in vehicles to micro-connectors in electronics and medical device housings, high - precision molds are the foundation of mass production. Without them, it would be impossible to achieve the level of accuracy required in today’s advanced industrial products.
Importance of High - Precision Molds
High - precision molds ensure that manufactured parts match exact design specifications. Even a tiny deviation can lead to product failure, assembly issues, or reduced performance. In industries such as automotive engineering, molds are used to produce structural parts that must fit together perfectly. In electronics, they are used for micro-scale components where even micron-level errors matter.
For example, injection molds are used to produce plastic housings for smartphones, while die-casting molds are used for engine blocks and transmission components. In the medical industry, molds are used to manufacture surgical device casings and implantable components where safety is critical.
Pre - Machining Preparation for High - Precision Mold CNC
Design Considerations
In pre - machining for high - precision mold CNC, design is the most important stage. A well-optimized mold design determines machining efficiency, cost, and final quality. Engineers typically use CAD/CAM software such as and to build accurate 3D models.
Key design principles include:
Adding draft angles for easier part ejection
Avoiding sharp internal corners to reduce stress concentration
Designing smooth material flow paths for injection molding
Ensuring compatibility with CNC machine travel limits and axis range
Good design not only improves manufacturability but also reduces tool wear and machining time.
Material Selection
Material selection directly affects mold performance and machining difficulty. Common materials include P20 steel, H13 steel, and aluminum alloys.
P20 steel: Good machinability and suitable for general-purpose molds
H13 steel: Excellent heat resistance for die-casting and high-temperature applications
Aluminum alloys: Lightweight and high thermal conductivity, ideal for rapid prototyping
The choice depends on production volume, operating temperature, and required wear resistance. For high-volume production, tool steels are preferred due to their durability.
CNC Machining Operations for High - Precision Molds
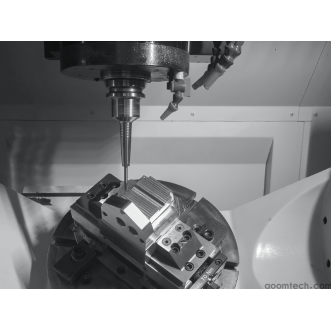
Milling Operations in High - Precision Mold CNC Machining
milling in high - precision mold CNC machining is the core process used to shape mold cavities and surfaces. High-speed CNC milling ensures both accuracy and surface quality.
Different tools are used depending on geometry:
End mills: General cutting and rough shaping
Ball-nose mills: Complex 3D surfaces and curved features
Face mills: Flat surface finishing
Advanced machine tools from manufacturers like and are widely used for precision mold production.
Important machining parameters include spindle speed, feed rate, and depth of cut. Proper toolpath planning reduces vibration, improves accuracy, and extends tool life. Coolant systems are also essential to control heat and remove chips efficiently.
EDM (Electrical Discharge Machining)
EDM is used when traditional cutting tools cannot reach complex or deep geometries. It works by using controlled electrical discharges to erode material precisely.
This method is ideal for:
Sharp internal corners
Deep cavities
Fine textures and detailed surface features
Electrode design and discharge energy control are critical for achieving micron-level accuracy. EDM is especially important in mold cavities where high detail is required.
Drilling and Boring
Drilling and boring operations are used to create cooling channels, ejector pin holes, and alignment features. Precision is essential to ensure proper mold assembly and performance.
Using drill jigs, CNC positioning systems, and coordinate measuring tools helps ensure accurate hole placement and consistent diameters. Cooling channel design also impacts mold temperature control during production.
Tooling and Fixturing for High - Precision Molds
Tool Selection
High-quality cutting tools are essential in CNC Machining High - Precision Molds. Carbide tools are widely used due to their hardness and wear resistance.
Leading tooling solutions from provide excellent performance for precision applications.
Tool geometry, including rake angle and helix angle, must match the machining material and operation type. Regular tool inspection is necessary to maintain consistent accuracy.
Fixturing Design
A stable fixturing system ensures that the mold remains fixed during machining. Any movement can lead to dimensional errors and surface defects.
Common fixturing methods include:
Hydraulic clamping systems
Magnetic chucks for ferrous materials
Modular fixture systems for flexibility
Proper alignment with CNC machine axes is critical. Calibration and precision setup tools help maintain consistency across production runs.
Quality Control in CNC - Machined High - Precision Molds
In - Process Inspection
quality control in CNC - machined high - precision molds begins during machining. Operators regularly check dimensions, surface finish, and alignment using tools such as micrometers, calipers, and CMM (Coordinate Measuring Machines).
Early detection of errors helps avoid costly rework. Key inspection points include cavity depth, hole diameter, and flatness of mold surfaces.
Final Inspection and Testing
After machining, molds undergo final verification. This includes full dimensional inspection, surface roughness testing, and functional validation through trial molding.
If issues are found, corrective actions may include re-machining or adjusting toolpaths. Proper documentation ensures traceability and supports future improvements.
Advanced Technologies in High - Precision Mold CNC Machining
Five-Axis Machining
Five-axis CNC technology allows machining from multiple directions in a single setup. This reduces repositioning errors and significantly improves precision.
Modern systems from ["company","","Swiss precision machining systems manufacturer"] and other advanced suppliers enable complex mold geometries with excellent surface quality.
This technology is especially valuable for free-form surfaces and complex automotive or aerospace molds.
Automation and Digitalization
Automation is transforming CNC machining. Robotic loading systems, automated tool changers, and smart production monitoring improve efficiency and reduce human error.
Machine tool automation technologies from companies like are widely used in modern factories.
Digital twins and real-time monitoring systems help simulate machining processes before production, reducing risk and improving accuracy.
Conclusion
CNC Machining High - Precision Molds is a complex process that requires careful attention at every stage—from design and material selection to machining, tooling, and final inspection. Each step directly impacts the accuracy, durability, and performance of the final mold.
By applying advanced technologies such as five-axis machining, EDM, and automation, manufacturers can significantly improve efficiency and achieve micron-level precision. With proper planning and strict quality control, high - precision molds can consistently meet the demanding requirements of modern industries.
 Process of Custom High-Precisi
Process of Custom High-Precisi
 CNC Machining Parameter Settin
CNC Machining Parameter Settin
 5 Key Tips for CNC Machining o
5 Key Tips for CNC Machining o
 Small-batch Precision Parts 5-
Small-batch Precision Parts 5-