


CNC Machining of Precision Hydraulic Parts
CNC Machining of Precision Hydraulic Parts
Introduction to Precision Hydraulic Parts
Function and Importance
Precision hydraulic parts play a critical role in modern hydraulic systems. These components control the flow, pressure, and direction of hydraulic fluid, enabling machines to perform powerful and accurate movements. They are widely used in construction equipment, industrial presses, manufacturing machinery, and automotive braking systems.
The performance of an entire hydraulic system depends heavily on the accuracy of its internal components. In CNC Machining of Precision Hydraulic Parts, even a small dimensional error can affect system efficiency. For example, a precisely machined hydraulic valve ensures smooth fluid control and stable pressure. In contrast, poorly machined parts may cause leakage, pressure loss, overheating, or even complete system failure.
Why Precision Matters
Hydraulic systems often operate under high pressure. This means every sealing surface, bore, and interface must fit perfectly. CNC machining ensures that these parts meet strict engineering requirements, improving safety, reliability, and long service life.
Characteristics of Precision Hydraulic Parts in CNC Machining
Tight Tolerances
One of the most important characteristics of precision hydraulic parts in CNC machining is the requirement for extremely tight tolerances. Key dimensions such as bore diameters, piston clearances, and valve seat geometry must be controlled with high accuracy.
Typical tolerance ranges for critical hydraulic components are often between ±0.01 mm and ±0.05 mm. Even a slight deviation outside this range can lead to internal leakage, unstable pressure, or poor sealing performance. For example, a hydraulic cylinder with an oversized bore may cause fluid bypass, reducing system efficiency.
Smooth Surface Finish
A smooth surface finish is essential in hydraulic applications. Rough surfaces increase friction between moving parts, which leads to higher wear rates, heat generation, and energy loss.
In components such as pistons, cylinder barrels, and valve spools, surface finish is often specified using Ra (arithmetical mean roughness) values. Many hydraulic parts require Ra values between 0.2 μm and 0.8 μm depending on their function. Achieving this level of finish requires optimized CNC machining parameters and proper tool selection.
Material Requirements
The choice of material significantly affects both performance and machining strategy. Common materials used in hydraulic components include:
Alloy steels – High strength and excellent wear resistance, commonly used for high-pressure systems.
Stainless steels – Strong corrosion resistance, suitable for marine or chemical environments.
Aluminum alloys – Lightweight and easy to machine, often used in non-critical or weight-sensitive applications.
Each material influences cutting speed, tool selection, coolant usage, and even post-processing steps such as heat treatment or surface hardening.
CNC Machining Processes for Hydraulic Parts
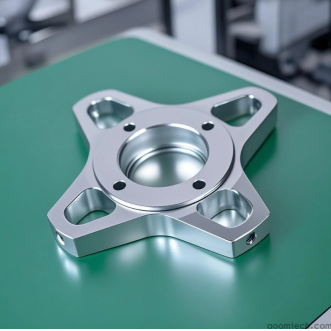
Milling
Milling is widely used in CNC machining processes for hydraulic parts because it allows the creation of complex shapes, flat surfaces, grooves, and internal channels.
For example, hydraulic valve bodies often require precise fluid channels that control flow direction. Multi-axis CNC milling machines are typically used to achieve these geometries with high accuracy.
Tool selection is also important. End mills, ball nose cutters, and indexable milling cutters are commonly used depending on material hardness and part geometry. Advanced CNC systems ensure stable cutting paths and reduce vibration, improving dimensional accuracy.
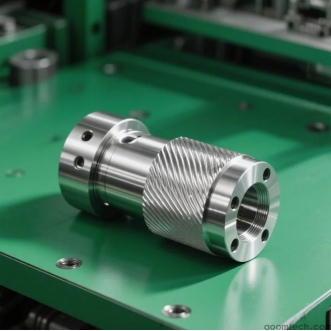
Turning
Turning is mainly used for cylindrical hydraulic components such as pistons, rods, bushings, and sleeves. CNC lathes provide precise control of rotational speed and tool movement, ensuring consistent diameters and smooth surface finishes.
Proper setup is essential. Workpiece clamping must ensure strong rigidity and concentric alignment. Any imbalance can cause vibration, leading to poor surface quality or dimensional errors. In high-precision hydraulic applications, even micrometer-level deviation matters.
Drilling and Boring
Drilling and boring operations are essential for creating internal passages and mounting holes in hydraulic parts. These holes are used for fluid flow, fasteners, or assembly alignment.
Accurate hole positioning and diameter control are critical. For example, an incorrectly drilled oil passage in a hydraulic manifold can result in uneven fluid distribution, reducing system efficiency.
Boring operations are often used after drilling to improve dimensional accuracy and surface finish inside the hole. This ensures better sealing and smoother fluid movement.
Tooling for CNC Machining of Precision Hydraulic Parts
High-Quality Cutting Tools
Tool quality directly affects machining accuracy and surface finish. In CNC Machining of Precision Hydraulic Parts, carbide tools are widely used due to their hardness and wear resistance.
Coated tools such as TiN (titanium nitride) and DLC (diamond-like carbon) further improve tool life and reduce friction. These coatings help maintain cutting stability during long machining cycles.
Common tooling includes:
End mills for milling hydraulic valve bodies
Boring bars for finishing internal holes
Drill bits for initial hole creation
Reamers for high-precision hole finishing
Tool Maintenance and Replacement
Regular tool inspection is essential for maintaining machining quality. Worn or damaged tools can lead to poor surface finish, dimensional errors, and even part rejection.
Best practices include:
Frequent visual inspection for wear or chipping
Replacing tools before they reach critical wear limits
Proper cleaning to remove chips and coolant residue
Using tool monitoring systems in advanced CNC machines
Quality Assurance in CNC Machining of Precision Hydraulic Parts
In-Process Quality Control
Quality assurance in CNC machining of precision hydraulic parts begins during the machining process itself. Continuous monitoring ensures that deviations are detected early before they affect the final product.
Common inspection tools include calipers, micrometers, height gauges, and coordinate measuring machines (CMMs). These tools help verify critical dimensions such as bore size, flatness, and concentricity.
For example, if a bore diameter starts drifting out of tolerance during production, adjustments can be made immediately, preventing mass production of defective parts.
Final Inspection and Testing
After machining is complete, hydraulic parts must undergo strict final inspection and functional testing. This ensures they meet both dimensional and performance requirements.
Typical tests include:
Pressure testing – Ensures parts can withstand operating pressure without deformation or failure.
Leak testing – Detects any fluid leakage in seals, valves, or connections.
Dimensional inspection – Confirms all tolerances are within specification.
Surface finish inspection – Verifies required Ra values are achieved.
These procedures are essential to ensure safety, reliability, and long-term performance in real-world applications.
Conclusion
CNC Machining of Precision Hydraulic Parts is a highly demanding manufacturing process that requires strict control over tolerances, surface quality, materials, and tooling. Every stage—from design and machining to inspection—must be carefully managed to ensure optimal performance.
By understanding the importance of precision, manufacturers can produce hydraulic components that deliver stable operation, high efficiency, and long service life in critical industrial systems. Following best practices in machining processes, tooling selection, and quality assurance helps reduce failure risks and improve overall system reliability.
 How to Ensure Precision in CNC
How to Ensure Precision in CNC
 Small Batch Precision CNC Mach
Small Batch Precision CNC Mach
 What surface finish can CNC ma
What surface finish can CNC ma
 CNC Machining Tolerance Settin
CNC Machining Tolerance Settin